Entendendo a importância do comprimento do punção do tablet e da profundidade do copo
Por Dale Natoli

A fabricação de comprimidos com dureza, peso e espessura uniformes exige que os punções da prensa de comprimidos tenham um comprimento consistente. Neste capítulo, descrevemos o que é o comprimento do punção, como medi-lo corretamente e como o desgaste afeta o comprimento e a consistência da pastilha. Também abordamos a importância de especificar as tolerâncias de profundidade do copo. Se não for entendido corretamente, os defeitos do tablet podem ser atribuídos à fonte errada. Assim, é importante estabelecer um programa de inspeção e manutenção do punção que verifique se todos os comprimentos de punção e copos estão dentro das tolerâncias dimensionais.
COMPRIMENTO DE TRABALHO
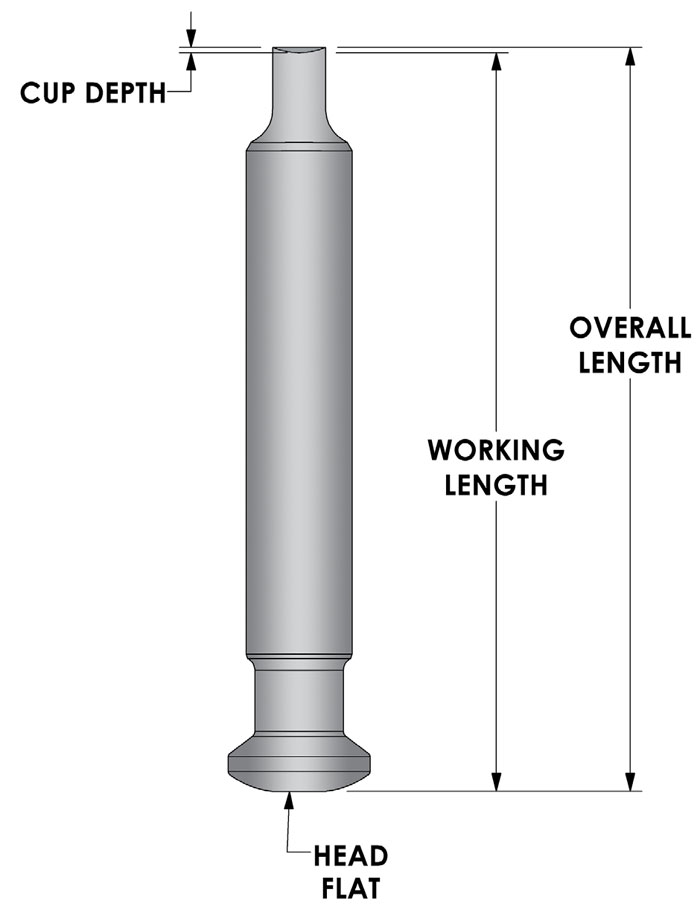
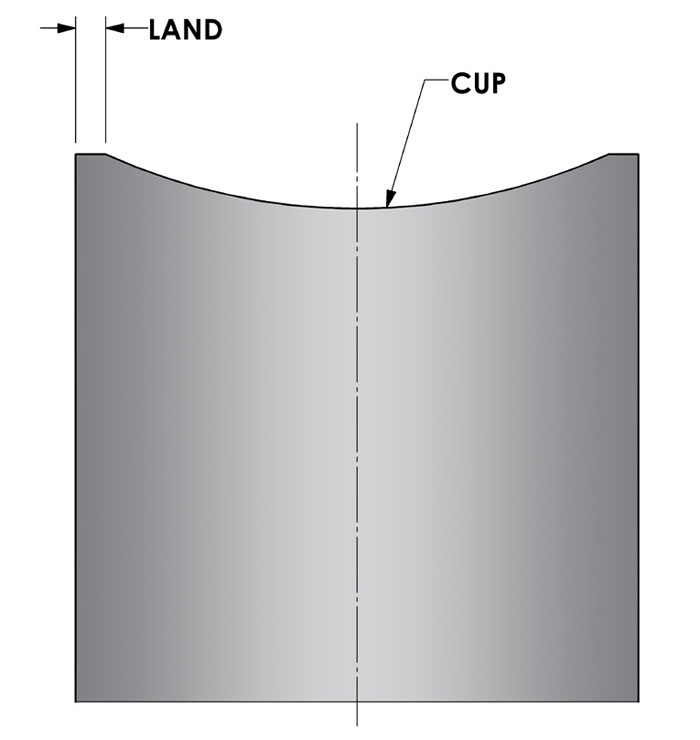
Os punções são projetados e fabricados em comprimentos consistentes. O comprimento de trabalho de um punção é medido como a distância da cabeça plana até a área mensurável mais baixa do copo do punção. A Figura 1 ilustra a profundidade do copo e o comprimento total, que é a distância da cabeça plana até a ponta do punção. A ponta do punção compreende o copo e a base (Figura 2).
O comprimento de trabalho dos punções é projetado para uma faixa padrão de 0,002 polegada (0,051 mm). Isso significa que, dentro de um conjunto de punções, a diferença entre os comprimentos de trabalho do punção mais longo e do mais curto não é superior a 0,002 polegada (0,051 mm). Inspecione periodicamente os punções para garantir que os comprimentos de trabalho não excedam essa tolerância (ou a faixa especificada pela sua empresa). Ao confirmar o comprimento de trabalho uniforme, é importante inspecionar os punções superiores independentemente dos inferiores.
A medição correta também é importante. Não calcule o comprimento de trabalho subtraindo a profundidade do copo do comprimento total, pois isso pode mostrar incorretamente que algumas ferramentas estão fora de especificação. As tolerâncias do comprimento total e da profundidade do copo são maiores que as do comprimento de trabalho. O comprimento de trabalho dos punções deve ser medido para desvio de punção para punção, em vez de um número calculado. Ao medir, use um indicador digital montado em um poste de aço fixado em uma base de granito. Esse equipamento básico de medição custa menos de US$ 500, mas fornece precisão semelhante a sistemas elaborados com preço superior a US$ 50.000.
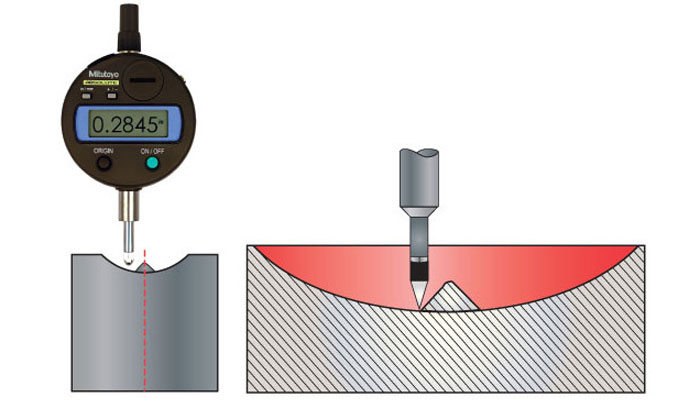
Qualquer que seja o equipamento que você use, é mais complicado medir o comprimento de trabalho de punções com relevo ou bissecção na área mais baixa do copo de punção. Nesses casos, meça a partir da área acessível mais profunda do copo com a ponta do indicador (Figura 3). Depois de identificar a área mais baixa do copo, certifique-se de medir consistentemente a partir daí ao verificar todo o conjunto.
Os fabricantes de ferramentas mais respeitáveis podem fornecer um relatório de correspondência de comprimento de trabalho quando entregam um novo conjunto de punções. O relatório de correspondência emparelha cada punção superior com uma punção inferior, do mais longo ao mais curto, numerando-os de acordo. Conjuntos de punção correspondentes criam a melhor consistência possível na dureza e espessura do comprimido, e um relatório correspondente oferece orientação útil durante a configuração da impressora.
O comprimento do punção inferior é mais crítico do que o do punção superior. Isso porque o comprimento do punção inferior determina em grande parte a consistência com que o produto (granulação) é preenchido e dosado na matriz. (As características de fluxo do produto e a menor ligação do punção também influenciam fortemente a uniformidade do enchimento da matriz.) Desvios na quantidade de produto permitida na matriz afetam a dureza e o peso do comprimido.
PROFUNDIDADE DO COPO
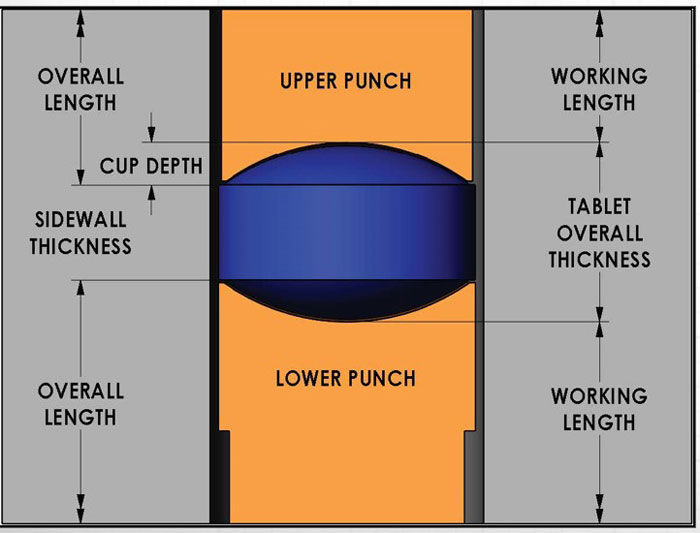
A distância da borda da ponta do punção até o ponto teórico mais baixo do copo mede a profundidade do copo. Algumas configurações de copos têm profundidade variável, como as usadas para fabricar mesas com bordas recortadas. O copo determina a configuração e a aparência das faces do tablet. A parede lateral do comprimido é a área entre as duas faces do comprimido criadas pela matriz (Figura 4). Também é referido como o portão do tablet da banda do tablet. Embora a parede lateral geralmente não seja inspecionada ou medida, é importante para a aparência e fabricação do comprimido. Idealmente, a largura da parede lateral será proporcional à espessura total do comprimido. Isso é importante porque um comprimido com uma parede lateral excessivamente espessa parece ser mais espesso no geral, criando a percepção de que o comprimido será difícil de engolir.
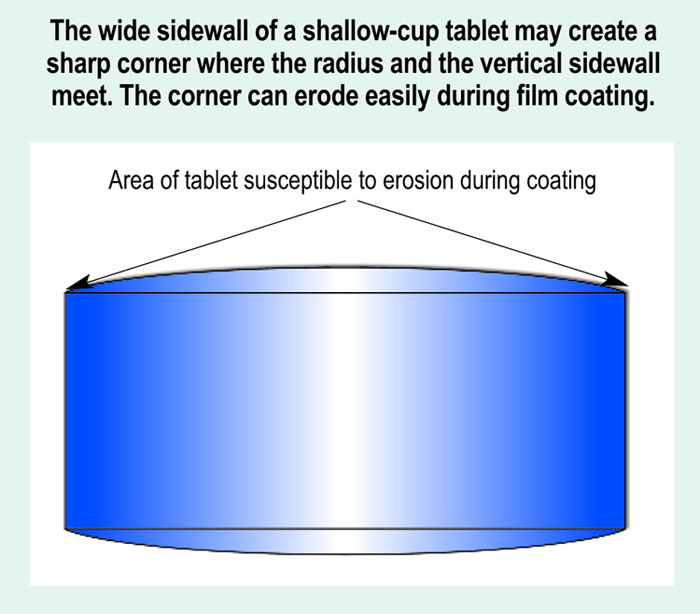
A largura da parede lateral depende da dureza, peso e espessura do comprimido em relação à profundidade do copo. À medida que a ponta do punção se desgasta, a profundidade do copo diminui e a espessura da parede lateral aumenta. Assim, ao comparar dois comprimidos - feitos de um perfurador de copo raso e um de copo fundo - o perfurador de copo raso tem uma parede lateral mais espessa. No entanto, o comprimido de copo raso é mensuravelmente mais fino em geral do que o comprimido de copo profundo. Sua parede lateral mais larga torna não apenas esteticamente desagradável, mas difícil de fabricar.
A parede lateral larga de um comprimido de copo raso também pode causar dificuldades durante a moldagem do filme porque o comprimido pode erodir no canto afiado onde o raio do copo raso e a parede lateral vertical se encontram, aumentando a profundidade do copo, reduzindo a espessura da parede lateral, resolvendo o problema e criando uma aparência mais equilibrada.
A maioria dos punções para prensas de comprimidos tem uma tolerância de profundidade do copo de ±0,003 polegada (0,076 mm), que é publicada no Manual de Especificação de Comprimidos. Essa tolerância é amplamente aceita pela indústria de compressão de comprimidos e é usada por fabricantes de ferramentas em todo o mundo. Mas, embora a tolerância publicada seja adequada para a maioria das aplicações, pode ser muito liberal se fabricar tablets de tamanho pequeno ou muito conservadora se fabricar tablets de tamanho grande.
Para entender esse ponto, considere um tablet de pequeno diâmetro, face plana e borda chanfrada. Vamos supor que este comprimido seja um medicamento da Classe II que requer uma profundidade de xícara de aproximadamente 0,010 polegada (0,254 mm). Se você aderir à tolerância de profundidade do copo publicada, a profundidade do copo pode variar de 0,007 a 0,013 polegada (0,178 a 0,333 mm). Isso significa que você pode criar um desvio total igual a 60% da profundidade de xícara desejada.
Agora considere um comprimido maior de cápsula modificada (como um suplemento nutricional). Para este tablet, digamos que a parte mais profunda do copo possa ter 0,060 polegada (1,524 mm). Seguindo o padrão publicado, a faixa aceitável seria de 0,057 a 0,063 polegadas (1,448 a 1,600 mm). Como o copo é mais profundo do que o usado para fazer o comprimido pequeno, o intervalo percentual do desvio é substancialmente menor: 10%. Essa é uma diferença considerável, cuja importância é ampliada pelo fato de que este comprimido de pequeno diâmetro é um produto farmacêutico da Classe II.
Para eliminar o desvio excessivo da profundidade do copo, considere estabelecer a tolerância como uma porcentagem da profundidade do copo desejada. Por exemplo, especificar um intervalo de tolerância de 20% da profundidade do copo desejado para o primeiro copo (0,010 polegada de profundidade) altera o intervalo de 0,007 a 0,013 polegada (0,1778 a 0,330 mm) para 0,009 a 0,011 polegada (0,229 a 0,279 mm). A inspeção da profundidade do copo é simples e utiliza os mesmos instrumentos básicos de medição usados para inspecionar o comprimento de trabalho: um indicador digital montado em um poste de aço fixado em uma base de granito.
COMPRIMENTO TOTAL
O comprimento total é a dimensão de comprimento de punção menos importante. É a distância da ponta do punção até a cabeça chata. O comprimento total é uma dimensão de referência que compreende duas ou mais dimensões críticas: o comprimento de trabalho e a profundidade do copo. Como o comprimento de trabalho e a profundidade do copo são fabricados com uma tolerância específica, não há necessidade de atribuir uma tolerância ao comprimento total. Se o comprimento de trabalho e a profundidade do copo estiverem dentro da faixa aceitável, o comprimento total será consistente e a inspeção será desnecessária. Observação: o comprimento total do punção inferior é crítico ao definir a altura do perfurador para a retirada uniforme do comprimido. É importante porque minimiza o potencial de danos ao tablet.
Se os procedimentos operacionais padrão da sua empresa exigirem a inspeção do comprimento total, use o mesmo equipamento usado para inspecionar o comprimento de trabalho e a profundidade do copo. É claro que uma faixa de tolerância e uma política de aprovação e reprovação também devem ser estabelecidas.
UMA PALAVRA SOBRE O PUNCH WEAR
Com o uso normal, os punções apresentam maior desgaste em suas pontas, o que reduz a profundidade do copo. O desgaste da ponta também reduz o comprimento total do punção, embora não afete o comprimento crítico de trabalho. O desgaste do cabeçote (não tão comum quanto o desgaste da ponta do punção) reduz ainda mais o comprimento total e o comprimento de trabalho. O desgaste do cabeçote não afeta a profundidade do copo.
A manutenção normal da face, ponta e cabeça do copo também afeta o comprimento do punção. Polir o rosto usando abrasivos finos, bobs de feltro duro ou escovas duras pode alterar comprimentos críticos. Da mesma forma, o copo de punção acabará por aprofundar e possivelmente alterar o comprimento crítico de trabalho se prumos de feltro duro e/ou escovas duras forem usadas com compostos abrasivos para remover o produto aderido à face ou descoloração ou poços da superfície. Este é tipicamente o resultado da compressão de produtos abrasivos.
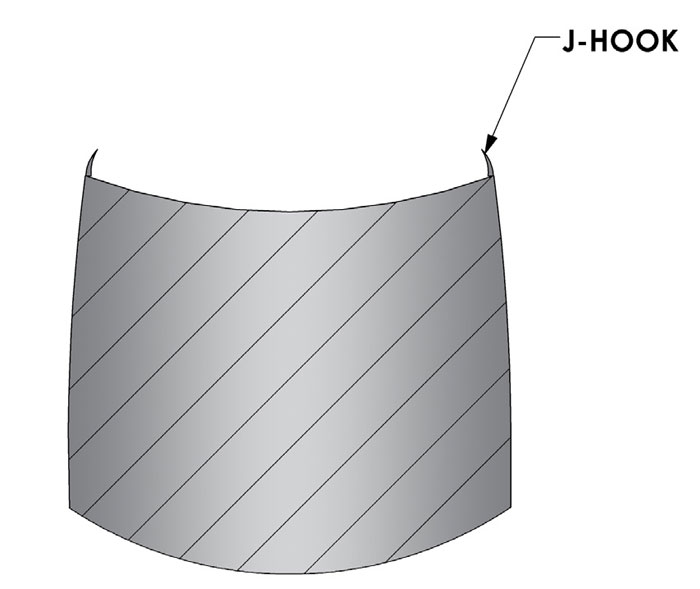
O desgaste também pode ocorrer na base (Figura 2), que é a área plana e estreita localizada no perímetro da ponta do punção. A terra está sujeita a abrasão durante a compressão e é comumente a primeira área do punção a se desgastar. Quando a terra se desgasta, a borda da ponta fica fina, até mesmo afiada, às vezes causando J-hooking (Figura 6). Os ganchos em J normalmente ocorrem na ponta do punção superior e são uma causa comum de cobertura e laminação de comprimidos. Polir o punção usando uma roda de algodão macio e um composto de polimento removerá um gancho em J e restaurará a terra. Enquanto o polimento e a restauração do terreno prolongam a vida útil de seus punções, isso eventualmente reduz a profundidade do copo e o comprimento total.
CONCLUSÃO
O comprimento uniforme da ferramenta é fundamental para manter a consistência do comprimido e operações de prensagem suaves. A dimensão do punção mais importante relacionada à qualidade do comprimido é o comprimento de trabalho, seguido pela profundidade do copo e, em seguida, o comprimento total. Para alcançar o mais alto nível de uniformidade de tablet, os fabricantes de ferramentas de compressão de tablet mais respeitáveis fornecem um relatório de correspondência de comprimento de trabalho. A configuração da prensa de comprimidos na sequência do relatório de correspondência do fornecedor fornece o melhor cenário para consistência de comprimidos.
Nenhum comentário:
Postar um comentário