Formulação e Desenvolvimento de Comprimidos Pediátricos de Carbamazepina Desintegrante Oral
Formulação e Desenvolvimento de Comprimidos Pediátricos de Carbamazepina Desintegrante Oral
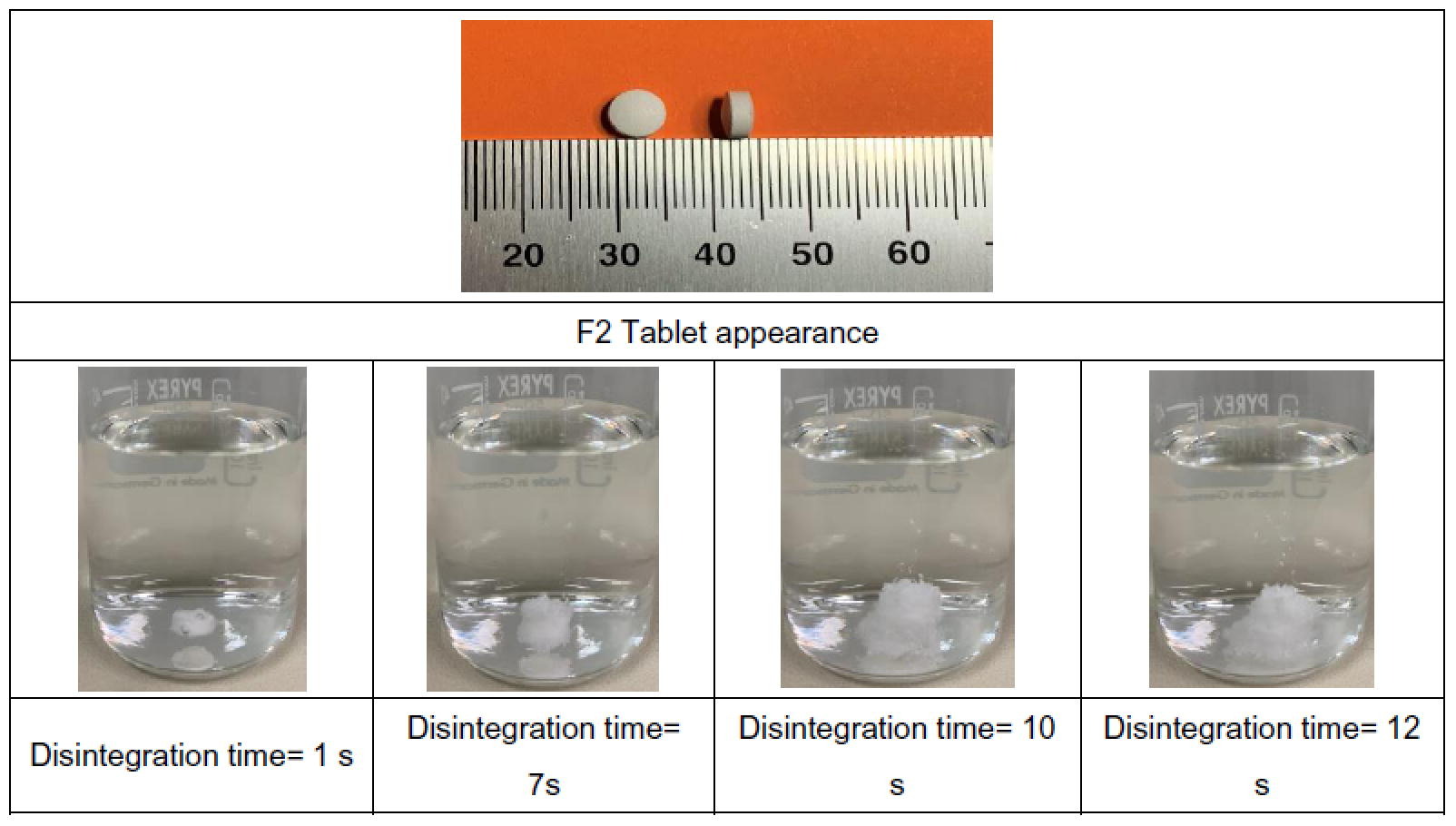
A carbamazepina é um medicamento usado para controlar a epilepsia e crises parciais ou tônico-clônicas. Este estudo teve como objetivo formular e obter comprimidos orodispersíveis de carbamazepina para uso pediátrico .utilizar na dose de 50 mg, com diâmetro não superior a 6 mm e peso do comprimido de 80 mg, por processo de compressão direta. O método de pré-formulação/formulação SeDeM foi usado para definir as características tanto da carbamazepina quanto dos excipientes selecionados para compressão direta. Este estudo conseguiu formular e obter os comprimidos propostos. Após a aplicação do método SeDeM, os comprimidos atenderam ao teste de uniformidade de massa e apresentaram valores de dureza adequados para comprimidos orodispersíveis. Os comprimidos também atenderam às especificações de teste da Farmacopeia dos Estados Unidos (USP) em t = 60 min. Os comprimidos orodispersíveis obtidos podem melhorar a adesão ao tratamento pediátrico com carbamazepina, garantindo a segurança e eficácia do medicamento.
Os excipientes adjuvantes utilizados foram: VIVASOL GF ® [(croscarmelose) (lote: 7111601027, fornecedor: JRS PHARMA, Rosenberg, Alemanha)]; VIVAPHARM PVP PXL® [(crospovidona tipo A) (fornecedor: JRS PHARMA , Rosenberg, Alemanha)]; VIVAPHARM PVP PXL10® [(Crospovidona Tipo B) (fornecedor: JRS PHARMA, Rosenberg, Alemanha)]; PEARLITOL 200 SD® [(D-Manitol) (fornecedor: ROQUETTE LAISA ESPAÑA, Valência, Espanha)]. Os excipientes utilizados como lubrificantes e ligantes foram: Talco (fornecedor: Fagron, Barcelona, Espanha); estearato de magnesio(fornecedor: Fagron, Barcelona, Espanha) e dióxido de silício coloidal (Aerosil®) (fornecedor: Fagron, Barcelona, Espanha) como uma mistura de lubrificação padrão. Todos os componentes foram armazenados à temperatura ambiente (20-30°C).
R Canadell-Heredia, M Suñé-Pou, A Nardi-Ricart, P Pérez-Lozano, JM Suñé-Negre, E García-Montoya, Formulation and Development of Pediatric Oral Desintegrating Carbamazepine Tablets, Saudi Pharmaceutical Journal, 2022, ISSN 1319-0164 , https://doi.org/10.1016/j.jsps.2022.09.004.
Uma das perguntas mais comuns para os fornecedores de ferramentas é: “Quanto tempo deve durar um conjunto de ferramentas?” A resposta depende de uma série de fatores: configuração do comprimido, características do material que está sendo comprimido, lubrificação dos punções, força de compressão, limpeza da prensa e tipo de aço, só para citar alguns. Mas você pode prolongar e proteger seu investimento avaliando a vida útil de punções e matrizes.
MANTENHA SUA FERRAMENTA DE COMPRESSÃO PARA TABLET PARA RECEBER UM GRANDE RETORNO DO INVESTIMENTO
Ferramentas com manutenção adequada fazem com que os fabricantes de tablets produzam tablets da mais alta qualidade preferidos pelos consumidores. Embora o ferramental seja um investimento significativo, punções e matrizes individuais representam uma pequena parcela dos custos de produção em relação à compra e manutenção de máquinas. Os custos menores incluem secadores de leito fluidizado, prensas de comprimidos, revestimento e equipamentos de embalagem. No entanto, os muitos conjuntos de ferramentas necessárias podem representar um gasto considerável ao longo da vida útil de um produto. Ferramentas excessivamente desgastadas ou com manutenção inadequada criam uma enorme responsabilidade porque criam uma percepção de baixa qualidade na mente dos consumidores.
COMO MANTER AS FERRAMENTAS PARA GARANTIR O MÁXIMO DE RETORNO
1. MANUSEIO E ARMAZENAMENTO ADEQUADOS
O manuseio e armazenamento adequados são tão simples quanto usar caixas de armazenamento de ferramentas. As caixas separam as ferramentas e evitam que elas batam umas nas outras. Danos, como cortes e mossas na ponta e ao redor da ponta do punção, podem causar manchas escuras, descoloração do produto, cobertura, laminação e outros defeitos visuais. Às vezes, os técnicos de compressão de tablets não têm um procedimento sistemático de manuseio.
É surpreendente quantas ferramentas precisam ser substituídas a cada ano devido ao manuseio incorreto; estes pequenos acidentes podem resultar em grandes custos! A Natoli recomenda colocar um pacote dessecante dentro da caixa ou gaveta selada de armazenamento de ferramentas. Alternativamente, você pode incluir racks e armários que fornecem proteção adequada durante o armazenamento e transporte.
2. LIMPEZA ADEQUADA
Um procedimento de limpeza com mínima interação humana é ideal para garantir que as ferramentas sejam limpas de forma consistente, reduzindo o potencial de danos. A limpeza ultrassônica com um secador automático é o procedimento ideal, pois fornece à ferramenta maior exposição à solução de limpeza. As partes de difícil acesso do punção, incluindo chaves e relevo, são limpas sem risco de danos. A vantagem de usar um secador em conjunto com um limpador ultrassônico é que ele elimina o potencial de corrosão e descoloração da superfície.
3. MANUTENÇÃO ADEQUADA
As ferramentas de polimento renovam os copos de punção, restauram a terra e permitem pequenos reparos nas cabeças de punção, ângulos traseiros e barris. Ao contrário do acabamento por arraste (o método automático), o uso de uma roda de algodão geralmente dobra a vida útil do punção, o que maximiza seu investimento. Muito cuidado deve ser tomado para que apenas uma pequena quantidade de material seja removida durante este processo. Portanto, um técnico de ferramentas dedicado, bem treinado e experiente deve concluir este procedimento de manutenção. Um técnico inexperiente conduzindo o polimento pode destruir um conjunto de ferramentas.
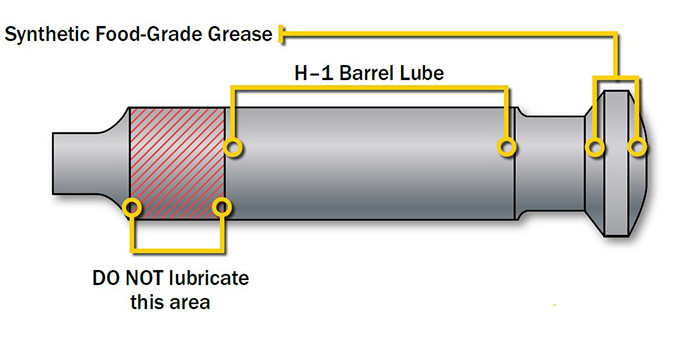
4. LUBRIFICAÇÃO ADEQUADA
Os sistemas de lubrificação automática podem fornecer uma falsa garantia de que a lubrificação adequada está sendo fornecida a todas as áreas necessárias dos punções. Pré-lubrifique os punções para garantir a lubrificação adequada na inicialização da prensa. Use uma escova adequada para aplicar um lubrificante de qualidade alimentar no barril e graxa de qualidade alimentar na cabeça.
A maioria dos sistemas de autolubrificação requer força centrífuga para migrar o lubrificante para os canais e portas de distribuição. Isso pode levar vários minutos de tempo de execução. A lubrificação automática pode não atingir pontos críticos na partida da prensa, o que pode causar danos nas peças de contato do punção, incluindo guias de punção, chavetas, cames e rolos de pressão, bem como desgaste prematuro das ferramentas. Ferramentas mal lubrificadas causam atrito excessivo, aumentando a temperatura de operação do punção. Isso resulta em uma expansão térmica do cano do punção, reduzindo o espaço permitido para lubrificação. Em última análise, isso pode causar paradas de emergência, travamento da ferramenta e danos à ferramenta. (Isso se aplica principalmente a prensas com e sem sistemas de lubrificação automática.)
COMO PROLOCAR A VIDA ÚTIL DA FERRAMENTA ALÉM DE MEDIDAS PROATIVAS
SELEÇÃO ADEQUADA DO TIPO DE AÇO
Diferentes aços são ideais para diferentes produtos. Fornecedores de ferramentas respeitáveis oferecerão uma variedade de classes de aço. Escolher o melhor aço para um produto específico pode ajudar muito a maximizar a vida útil da ferramenta. Por exemplo, produtos nutracêuticos são geralmente abrasivos e seriam mais bem servidos usando um aço de classe premium resistente à abrasão (D2, K340, M2) para os punções e talvez até mesmo matrizes revestidas de metal duro. Da mesma forma, punções de aço de alto cromo (440C, M340) são mais adequados para um produto farmacêutico pegajoso. Usar o aço certo pode não apenas prolongar a vida útil da ferramenta, mas também reduzir os intervalos de tempo de manutenção e evitar defeitos de formação de comprimidos durante a produção. Um fornecedor de ferramentas respeitável como a Natoli Engineering deve ser capaz de recomendar o aço correto para sua aplicação específica de compressão.
REDIMENSIONAMENTO DO COMPRIMENTO DA FERRAMENTA
O comprimento de trabalho adequado da ferramenta garante que os parâmetros consistentes do tablet sejam atendidos em todo o conjunto. Os punções devem ser inspecionados visualmente e medidos antes de serem transferidos para o armazenamento. Os comprimentos de trabalho do conjunto devem estar dentro da faixa de tolerância determinada por SOPs internos ou especificações e diretrizes do TSM.
Na maioria dos casos, as ferramentas que estão fora da especificação do comprimento de trabalho podem ser levemente usinadas e colocadas de volta na especificação. Se os comprimentos de trabalho de qualquer um de seus punções estiverem fora da especificação da faixa, entre em contato com seu fornecedor de ferramentas para discutir suas opções.
A vida útil de qualquer conjunto de ferramentas depende muito da abrasividade da formulação, força de compressão utilizada, manutenção, configuração, habilidade do operador, etc. Esses parâmetros são difíceis de quantificar. Lembre-se, existem muitas variáveis para estabelecer uma fórmula para prever exatamente quantos comprimidos uma ferramenta pode produzir em sua vida útil. Mantendo a condição e a integridade de suas ferramentas por meio de lubrificação, manuseio, armazenamento e manutenção adequados, a produção garante uma fabricação consistente e eficiente de comprimidos, ao mesmo tempo em que prolonga a vida útil da ferramenta e a qualidade do comprimido.
Então, se você ainda está se perguntando: “Quanto tempo minhas ferramentas vão durar?”, ou “Minhas ferramentas ainda são boas?”, podemos dizer que suas ferramentas são boas se seus tablets tiverem boa aparência e estiverem dentro das especificações.
SOP PERSONALIZADO
Podemos ajudar a criar um SOP personalizado para garantir que seu programa de manutenção seja eficiente e eficaz.
PRECISA DE TREINAMENTO DE MANUTENÇÃO?
Podemos organizar uma sessão de treinamento de manutenção individual para sua equipe aprender técnicas e procedimentos fundamentais e avançados. Entre em contato com seu representante Natoli hoje para agendar uma sessão no local em sua empresa ou em nossa sede de treinamento técnico.
sexta-feira, 23 de setembro de 2022
O futuro é agora: uma nova era na medição de propriedades de fluxo e cisalhamento de pós farmacêuticos
Por Dr. Timothy Aschl, Gerente de Produto Global – Reologia de Pó, Anton Paar
Garantir a usabilidade de pós farmacêuticos é uma parte integrante, mas exigente, do processo de fabricação de medicamentos. Vários fatores podem afetar as características físicas e químicas dos pós e a subsequente qualidade dos medicamentos feitos a partir deles. A aglomeração é um desses efeitos e um problema bem conhecido na indústria.
O teste de célula de cisalhamento translacional pode ser usado para entender como e por que a formação de aglomeração ocorre e como evitá-la. No entanto, é notoriamente demorado. Muitas vezes, também deixa de considerar a umidade e a temperatura – dois fatores que podem ter efeitos profundos em outros testes necessários, bem como no armazenamento, mistura e processamento do pó, e na segurança e eficácia do medicamento final. Como resultado, algumas empresas abandonaram a prática, o que pode custar mais tempo e dinheiro a longo prazo.
Os avanços tecnológicos em equipamentos de teste de células de cisalhamento em anel encurtaram o processo exponencialmente, enquanto recentemente também contabilizavam umidade e temperatura. A capacidade de testar com mais rapidez e precisão e, posteriormente, implementar práticas de gerenciamento de pó mais bem informadas deve levar as empresas que se esquivaram a reconsiderar sua abordagem.
Causas e consequências do endurecimento
A aglomeração é definida como um aumento na força de coesão de um pó. Seja na forma de mudanças químicas ou forças de van der Waals no pó, muitas vezes é causado pela exposição à umidade ou temperatura e é um problema comum, especialmente com pós mais higroscópicos. Às vezes, o efeito pode ser amplamente revertido pela remoção do ambiente, mas o resultado geralmente é o mesmo: depois que um pó endurece, ele não flui tão bem quanto o pretendido. No mínimo, a aglomeração é um inconveniente significativo, causando interrupções no processo se os pós não estiverem fluindo adequadamente dos silos. Em alguns casos, no entanto, a aglomeração pode levar a falhas do equipamento, como funis entupidos ou mau funcionamento do transporte pneumático. No entanto, o fluxo constante de pó também significa consistência na quantidade e qualidade do comprimido. Na pior das hipóteses,
Embora seja improvável que os comprimidos abaixo da média cheguem ao mercado e cheguem às mãos dos pacientes, há riscos consideráveis do lado da oferta. As empresas precisam saber como um pó funcionará em seu processo de fabricação para que possam projetar ou ajustar seu sistema de acordo. Diferentes características de fluxo definirão quão bem – ou não – um aplicativo ou processo funcionará. Os fornecedores de matéria-prima que fornecem, por exemplo, um excipiente como a metilcelulose para um grande fabricante de medicamentos, podem perder negócios se fornecerem lotes inferiores ou amostras com testes ruins em laboratório. Do ponto de vista do desenvolvimento e da formulação, o foco está voltado para parâmetros específicos, como coesão e fluidez. Aqueles no final da fabricação considerarão qualidades como compressibilidade, permeabilidade, limite de escoamento não confinado,
A natureza difícil do teste de pó
A reologia do pó hoje está aproximadamente no mesmo lugar que a reologia do líquido há 30 anos, quando medições de ponto único eram realizadas em um viscosímetro simples. Muitos ainda não entendem ou apreciam o valor das medições que podem ser feitas, então pouca ênfase é colocada em fazer essas medições com precisão ideal. Um teste comum ainda é despejar o pó em um funil e determinar quanto tempo leva para percorrer todo o caminho. Essa abordagem de medidor de vazão fornece algumas informações sobre pós, mas geralmente não fornece as informações mais vitais para fins de formulação e fabricação.
Essa informação vem do teste de células de cisalhamento, que geralmente tem sido um processo notoriamente complicado e demorado, especialmente quando o condicionamento a uma determinada temperatura e umidade também deve ocorrer. Os analistas devem condicionar a amostra ex-situ, encher a célula e, em seguida, executar as etapas de pré-cisalhamento e cisalhamento até a falha repetidamente, esvaziando e reabastecendo a célula de cisalhamento a cada vez. Cada iteração desses testes leva várias horas durante as quais os analistas – geralmente profissionais com doutorado, cujo tempo é bastante caro – devem permanecer presentes.
O desafio adicional, é claro, é que testar o pó geralmente requer alguma exposição às condições ambientais, e as mudanças podem acontecer rapidamente. A umidade e a temperatura podem trabalhar em conjunto para criar efeitos indesejáveis. Por exemplo, no caso do polietilenoglicol (PEG), aquecer até 40 graus Celsius pode tornar o pó pegajoso, enquanto um aditivo como a monolaurina pode tornar-se oleoso; em um caso, o calor interrompe o fluxo do pó, no outro faz com que o pó flua melhor. Da mesma forma, conhecer a resposta de um pó à umidade não é apenas importante para prevenir efeitos adversos, mas também informar os fabricantes sobre as proporções de mistura adequadas ao adicionar água ou aglutinantes ou alcançar a granulação desejada para a formação de comprimidos.
O teste de cisalhamento de pós, então, deve ser realizado nos níveis de temperatura e umidade de interesse, como os do espaço de armazenamento pretendido, modo de transporte ou laboratório de teste/fabricação. Portanto, não apenas as etapas de pré-cisalhamento e cisalhamento até a falha devem ser executadas repetidamente, mas os técnicos devem ajustar manualmente para diferentes níveis de umidade e temperatura após cada execução de teste. Tradicionalmente, isso só foi alcançado colocando a célula de cisalhamento em uma câmara de umidade ou câmara climática, o que apresenta muitos outros desafios. Por exemplo, se a amostra for preparada ex-situna câmara e depois transferida para o dispositivo, a amostra pode secar ou esfriar. A secagem pode não ocorrer tão rapidamente quanto o resfriamento, então os analistas não estão medindo a amostra na temperatura e umidade em que ela foi condicionada. Portanto, a temperatura medida permanece desconhecida. Se todo o dispositivo deve ser colocado em uma câmara grande e cara com uma faixa de temperatura limitada, o aquecimento do dispositivo a 600 graus Celsius pode ser difícil ou impossível. Este método também envolve custos mais elevados e trabalho prático adicional.
Avançando a tecnologia e a conversa
O teste de célula de cisalhamento fornece dados de medição vitais que podem evitar aglomeração. Mas muitos fornecedores e fabricantes de medicamentos ainda ignoram isso, provavelmente porque não acreditam que as informações coletadas justifiquem o tempo e o custo envolvidos. A tecnologia disponível para a realização dos testes também pouco contribuiu para simplificar o processo. Aqueles que usam ferramentas de medição de células de cisalhamento, que desejam obter informações sobre umidade e temperatura, tiveram que fazer ajustes ad hoc no ambiente ou desenvolver acessórios improvisados que podem não fornecer as leituras mais precisas. Como resultado, a indústria viu o progresso possível na compreensão das propriedades de caracterização do pó e como melhorá-las ou considerá-las.
A Anton Paar espera avançar na discussão e incentivar mais empresas a padronizar a reologia do pó com uma nova célula de cisalhamento em anel de pó que torna os testes mais rápidos, simples e fáceis de gerenciar. A célula de cisalhamento em anel funciona com os reômetros compactos modulares MCR da Anton Paar para determinar com precisão os comportamentos dependentes do tempo e de fluxo de pós fluidizados e consolidados. A célula permite executar repetidos testes de pré-cisalhamento e cisalhamento até a falha em condições ambientais variadas e sem a necessidade de monitoramento pessoal constante. Acessórios especialmente projetados incluem uma câmara de aquecimento que pode realizar todos os testes em uma faixa entre -160 graus e 600 graus Celsius e um kit de umidade para medições em uma faixa de 5 a 95 por cento de umidade relativa. O software de interface de usuário RheoCompass™ permite medições totalmente automatizadas com total autonomia sobre todos os parâmetros, e está em conformidade com os requisitos de QM como 21 CFR Parte 11. Quando usado em conjunto com a célula de fluxo de pó, os analistas têm um sistema de reologia completo que gera todos os dados de caracterização de pó mais importantes e confiáveis para fins de formulação e fabricação. Visitahttps://www.anton-paar.com/us-en/products/details/powder-rheology/ para saber mais sobre a célula de cisalhamento e célula de fluxo, bem como outros produtos da série Anton Paar MCR.
Entendendo a importância do comprimento do punção do tablet e da profundidade do copo
A fabricação de comprimidos com dureza, peso e espessura uniformes exige que os punções da prensa de comprimidos tenham um comprimento consistente. Neste capítulo, descrevemos o que é o comprimento do punção, como medi-lo corretamente e como o desgaste afeta o comprimento e a consistência da pastilha. Também abordamos a importância de especificar as tolerâncias de profundidade do copo. Se não for entendido corretamente, os defeitos do tablet podem ser atribuídos à fonte errada. Assim, é importante estabelecer um programa de inspeção e manutenção do punção que verifique se todos os comprimentos de punção e copos estão dentro das tolerâncias dimensionais.
COMPRIMENTO DE TRABALHO
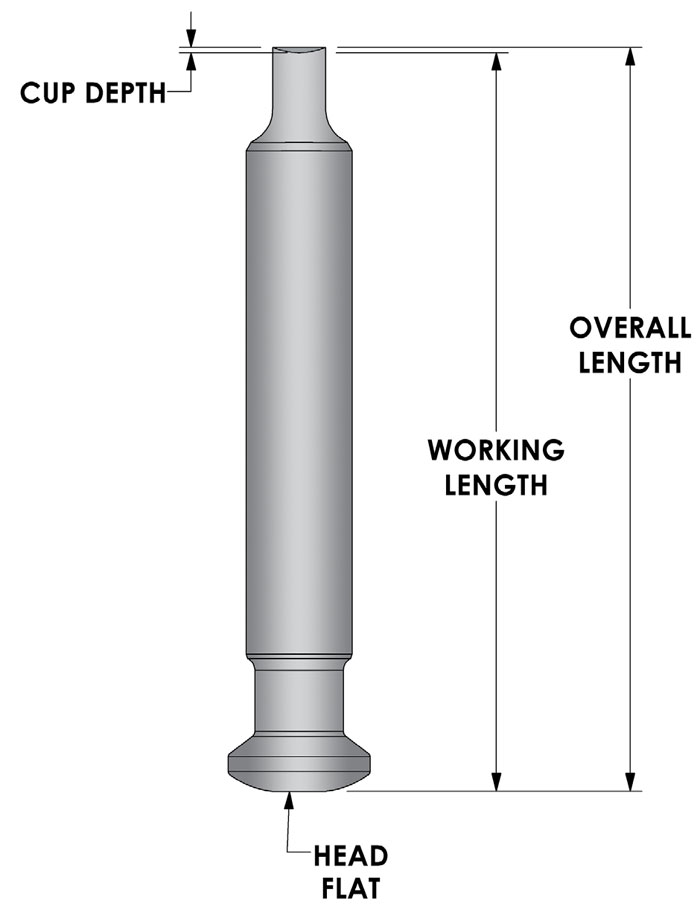
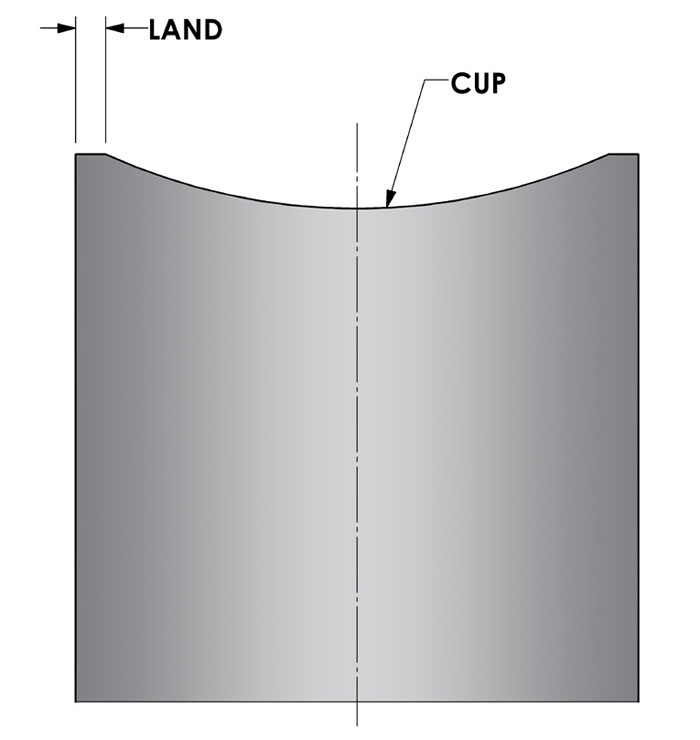
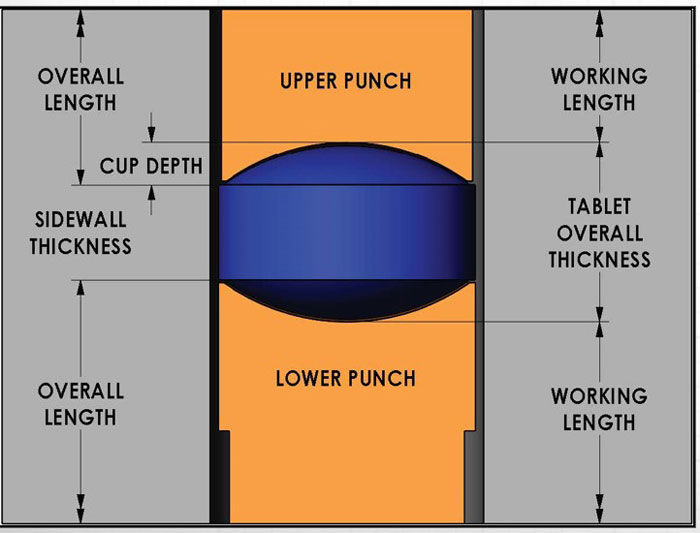
Os punções são projetados e fabricados em comprimentos consistentes. O comprimento de trabalho de um punção é medido como a distância da cabeça plana até a área mensurável mais baixa do copo do punção. A Figura 1 ilustra a profundidade do copo e o comprimento total, que é a distância da cabeça plana até a ponta do punção. A ponta do punção compreende o copo e a base (Figura 2).
O comprimento de trabalho dos punções é projetado para uma faixa padrão de 0,002 polegada (0,051 mm). Isso significa que, dentro de um conjunto de punções, a diferença entre os comprimentos de trabalho do punção mais longo e do mais curto não é superior a 0,002 polegada (0,051 mm). Inspecione periodicamente os punções para garantir que os comprimentos de trabalho não excedam essa tolerância (ou a faixa especificada pela sua empresa). Ao confirmar o comprimento de trabalho uniforme, é importante inspecionar os punções superiores independentemente dos inferiores.
Figura 1. Profundidade do copo, comprimento de trabalho, comprimento total e cabeça plana de um perfurador de prensa de comprimidos.
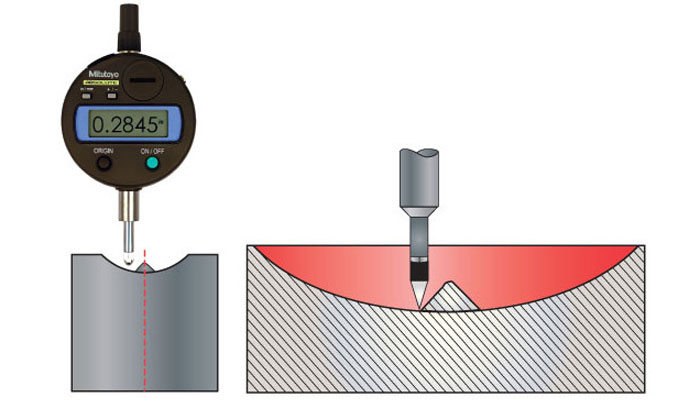
A medição correta também é importante. Não calcule o comprimento de trabalho subtraindo a profundidade do copo do comprimento total, pois isso pode mostrar incorretamente que algumas ferramentas estão fora de especificação. As tolerâncias do comprimento total e da profundidade do copo são maiores que as do comprimento de trabalho. O comprimento de trabalho dos punções deve ser medido para desvio de punção para punção, em vez de um número calculado. Ao medir, use um indicador digital montado em um poste de aço fixado em uma base de granito. Esse equipamento básico de medição custa menos de US$ 500, mas fornece precisão semelhante a sistemas elaborados com preço superior a US$ 50.000.
Figura 2
Qualquer que seja o equipamento que você use, é mais complicado medir o comprimento de trabalho de punções com relevo ou bissecção na área mais baixa do copo de punção. Nesses casos, meça a partir da área acessível mais profunda do copo com a ponta do indicador (Figura 3). Depois de identificar a área mais baixa do copo, certifique-se de medir consistentemente a partir daí ao verificar todo o conjunto.
Os fabricantes de ferramentas mais respeitáveis podem fornecer um relatório de correspondência de comprimento de trabalho quando entregam um novo conjunto de punções. O relatório de correspondência emparelha cada punção superior com uma punção inferior, do mais longo ao mais curto, numerando-os de acordo. Conjuntos de punção correspondentes criam a melhor consistência possível na dureza e espessura do comprimido, e um relatório correspondente oferece orientação útil durante a configuração da impressora.
Figura 3. Meça o comprimento de trabalho a partir da área mais profunda do copo acessível com a ponta do indicador digital.
O comprimento do punção inferior é mais crítico do que o do punção superior. Isso porque o comprimento do punção inferior determina em grande parte a consistência com que o produto (granulação) é preenchido e dosado na matriz. (As características de fluxo do produto e a menor ligação do punção também influenciam fortemente a uniformidade do enchimento da matriz.) Desvios na quantidade de produto permitida na matriz afetam a dureza e o peso do comprimido.
PROFUNDIDADE DO COPO
A distância da borda da ponta do punção até o ponto teórico mais baixo do copo mede a profundidade do copo. Algumas configurações de copos têm profundidade variável, como as usadas para fabricar mesas com bordas recortadas. O copo determina a configuração e a aparência das faces do tablet. A parede lateral do comprimido é a área entre as duas faces do comprimido criadas pela matriz (Figura 4). Também é referido como o portão do tablet da banda do tablet. Embora a parede lateral geralmente não seja inspecionada ou medida, é importante para a aparência e fabricação do comprimido. Idealmente, a largura da parede lateral será proporcional à espessura total do comprimido. Isso é importante porque um comprimido com uma parede lateral excessivamente espessa parece ser mais espesso no geral, criando a percepção de que o comprimido será difícil de engolir.
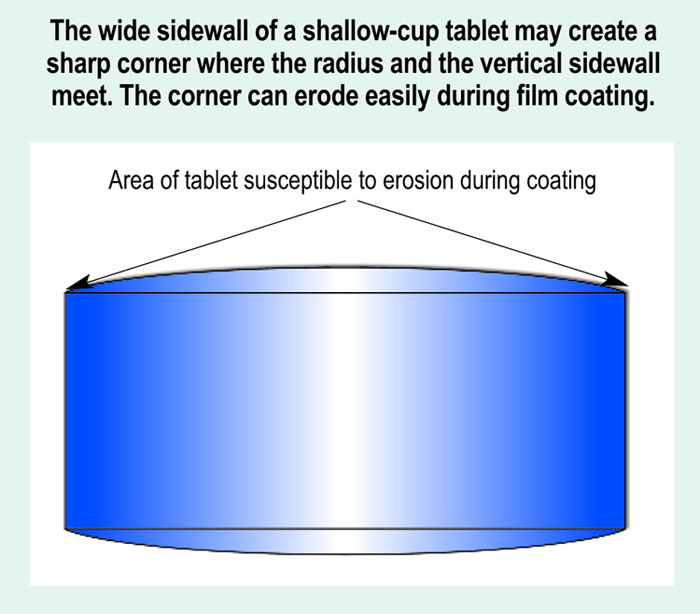
A largura da parede lateral depende da dureza, peso e espessura do comprimido em relação à profundidade do copo. À medida que a ponta do punção se desgasta, a profundidade do copo diminui e a espessura da parede lateral aumenta. Assim, ao comparar dois comprimidos - feitos de um perfurador de copo raso e um de copo fundo - o perfurador de copo raso tem uma parede lateral mais espessa. No entanto, o comprimido de copo raso é mensuravelmente mais fino em geral do que o comprimido de copo profundo. Sua parede lateral mais larga torna não apenas esteticamente desagradável, mas difícil de fabricar.
Figura 4. A área entre as duas faces do tablet é chamada de parede lateral do tablet.
A parede lateral larga de um comprimido de copo raso também pode causar dificuldades durante a moldagem do filme porque o comprimido pode erodir no canto afiado onde o raio do copo raso e a parede lateral vertical se encontram, aumentando a profundidade do copo, reduzindo a espessura da parede lateral, resolvendo o problema e criando uma aparência mais equilibrada.
A maioria dos punções para prensas de comprimidos tem uma tolerância de profundidade do copo de ±0,003 polegada (0,076 mm), que é publicada no Manual de Especificação de Comprimidos. Essa tolerância é amplamente aceita pela indústria de compressão de comprimidos e é usada por fabricantes de ferramentas em todo o mundo. Mas, embora a tolerância publicada seja adequada para a maioria das aplicações, pode ser muito liberal se fabricar tablets de tamanho pequeno ou muito conservadora se fabricar tablets de tamanho grande.
Figura 5
Para entender esse ponto, considere um tablet de pequeno diâmetro, face plana e borda chanfrada. Vamos supor que este comprimido seja um medicamento da Classe II que requer uma profundidade de xícara de aproximadamente 0,010 polegada (0,254 mm). Se você aderir à tolerância de profundidade do copo publicada, a profundidade do copo pode variar de 0,007 a 0,013 polegada (0,178 a 0,333 mm). Isso significa que você pode criar um desvio total igual a 60% da profundidade de xícara desejada.
Agora considere um comprimido maior de cápsula modificada (como um suplemento nutricional). Para este tablet, digamos que a parte mais profunda do copo possa ter 0,060 polegada (1,524 mm). Seguindo o padrão publicado, a faixa aceitável seria de 0,057 a 0,063 polegadas (1,448 a 1,600 mm). Como o copo é mais profundo do que o usado para fazer o comprimido pequeno, o intervalo percentual do desvio é substancialmente menor: 10%. Essa é uma diferença considerável, cuja importância é ampliada pelo fato de que este comprimido de pequeno diâmetro é um produto farmacêutico da Classe II.
Para eliminar o desvio excessivo da profundidade do copo, considere estabelecer a tolerância como uma porcentagem da profundidade do copo desejada. Por exemplo, especificar um intervalo de tolerância de 20% da profundidade do copo desejado para o primeiro copo (0,010 polegada de profundidade) altera o intervalo de 0,007 a 0,013 polegada (0,1778 a 0,330 mm) para 0,009 a 0,011 polegada (0,229 a 0,279 mm). A inspeção da profundidade do copo é simples e utiliza os mesmos instrumentos básicos de medição usados para inspecionar o comprimento de trabalho: um indicador digital montado em um poste de aço fixado em uma base de granito.
COMPRIMENTO TOTAL
O comprimento total é a dimensão de comprimento de punção menos importante. É a distância da ponta do punção até a cabeça chata. O comprimento total é uma dimensão de referência que compreende duas ou mais dimensões críticas: o comprimento de trabalho e a profundidade do copo. Como o comprimento de trabalho e a profundidade do copo são fabricados com uma tolerância específica, não há necessidade de atribuir uma tolerância ao comprimento total. Se o comprimento de trabalho e a profundidade do copo estiverem dentro da faixa aceitável, o comprimento total será consistente e a inspeção será desnecessária. Observação: o comprimento total do punção inferior é crítico ao definir a altura do perfurador para a retirada uniforme do comprimido. É importante porque minimiza o potencial de danos ao tablet.
Se os procedimentos operacionais padrão da sua empresa exigirem a inspeção do comprimento total, use o mesmo equipamento usado para inspecionar o comprimento de trabalho e a profundidade do copo. É claro que uma faixa de tolerância e uma política de aprovação e reprovação também devem ser estabelecidas.
UMA PALAVRA SOBRE O PUNCH WEAR
Com o uso normal, os punções apresentam maior desgaste em suas pontas, o que reduz a profundidade do copo. O desgaste da ponta também reduz o comprimento total do punção, embora não afete o comprimento crítico de trabalho. O desgaste do cabeçote (não tão comum quanto o desgaste da ponta do punção) reduz ainda mais o comprimento total e o comprimento de trabalho. O desgaste do cabeçote não afeta a profundidade do copo.
A manutenção normal da face, ponta e cabeça do copo também afeta o comprimento do punção. Polir o rosto usando abrasivos finos, bobs de feltro duro ou escovas duras pode alterar comprimentos críticos. Da mesma forma, o copo de punção acabará por aprofundar e possivelmente alterar o comprimento crítico de trabalho se prumos de feltro duro e/ou escovas duras forem usadas com compostos abrasivos para remover o produto aderido à face ou descoloração ou poços da superfície. Este é tipicamente o resultado da compressão de produtos abrasivos.
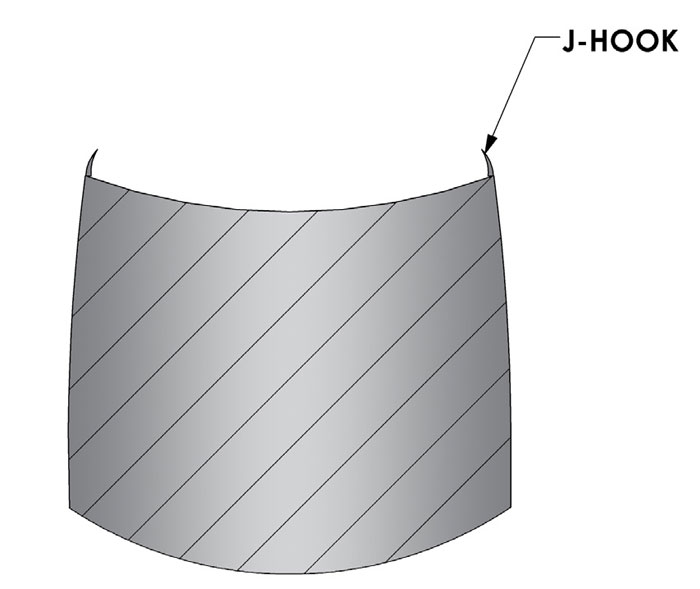
O desgaste também pode ocorrer na base (Figura 2), que é a área plana e estreita localizada no perímetro da ponta do punção. A terra está sujeita a abrasão durante a compressão e é comumente a primeira área do punção a se desgastar. Quando a terra se desgasta, a borda da ponta fica fina, até mesmo afiada, às vezes causando J-hooking (Figura 6). Os ganchos em J normalmente ocorrem na ponta do punção superior e são uma causa comum de cobertura e laminação de comprimidos. Polir o punção usando uma roda de algodão macio e um composto de polimento removerá um gancho em J e restaurará a terra. Enquanto o polimento e a restauração do terreno prolongam a vida útil de seus punções, isso eventualmente reduz a profundidade do copo e o comprimento total.
Figura 6. Quando a ponta do punção se desgasta, fica muito fina e pode formar um gancho em J.
CONCLUSÃO
O comprimento uniforme da ferramenta é fundamental para manter a consistência do comprimido e operações de prensagem suaves. A dimensão do punção mais importante relacionada à qualidade do comprimido é o comprimento de trabalho, seguido pela profundidade do copo e, em seguida, o comprimento total. Para alcançar o mais alto nível de uniformidade de tablet, os fabricantes de ferramentas de compressão de tablet mais respeitáveis fornecem um relatório de correspondência de comprimento de trabalho. A configuração da prensa de comprimidos na sequência do relatório de correspondência do fornecedor fornece o melhor cenário para consistência de comprimidos.
quinta-feira, 22 de setembro de 2022
Considerações para aliviar a aderência e o recolhimento na fabricação de tablets
A aderência ocorre quando os grânulos da formulação aderem à face do copo do punção. Picking refere-se à formulação que adere nas letras e caracteres da estampagem por punção. Ambos resultam em defeitos no tablet e menor produção devido ao tempo gasto na solução de problemas. Problemas de aderência e retirada são comuns na fabricação de comprimidos, seja em aplicações farmacêuticas, nutracêuticas ou de confeitaria. Esses problemas comuns geralmente surgem de inadequações na formulação ou no design do comprimido; eles podem contribuir para problemas de compressão. Ambos surgem devido às diferenças nas propriedades físicas dos excipientes da formulação e do fármaco. O processo de mistura de componentes de uma formulação pode resultar em um pó que irá consolidar e comprimir ou não. Como a falha na compactação em um tablet é um problema separado,
No mundo regulamentado (e competitivo) da fabricação de medicamentos, pode haver um senso de urgência para desenvolver uma nova molécula. Essa urgência pode resultar em decisões precipitadas para entrar em ensaios clínicos ou enviar para aprovação regulatória com uma formulação que tenha problemas de expansão de compressão imprevistos. E, no entanto, o processo de design de uma forma de dosagem sólida oral geralmente ignora alguns dos detalhes aparentemente menores do design do comprimido. Defeitos nos comprimidos podem ocorrer à medida que a fabricação aumenta do fornecimento clínico para a população total de pacientes. Os desejos dos departamentos de marketing de empresas farmacêuticas por determinados formatos e logotipos de comprimidos para aumentar o reconhecimento da marca são uma fonte de restrições de design, muitas vezes resultando em complicações de fabricação pós-aprovação.
FORÇAS COESIVAS: FORMANDO UM COMPRIMIDO DE DOSE SÓLIDA
A formação de um compacto é o resultado de forças químicas dispersivas e mecânicas que unem as partículas para formar um sólido de densidade e porosidade mensuráveis. As forças de coesão que ligam as partículas podem ser avaliadas através de uma série de estudos para determinar se os problemas com a compactação do comprimido podem ser antecipados. Perfis de compactação e estudos de taxa de deformação são importantes para projetos de desenvolvimento. Esses estudos garantem alta probabilidade de expansão e transferência técnica bem-sucedidas. Portanto, a oferta do mercado não é afetada porque a due diligence técnica foi negligenciada.
As partículas do comprimido são ligadas por forças coesivas. No entanto, durante o processo de compressão, as forças coesivas que ligam as partículas lutam com as forças adesivas do copo de punção e, se presentes, a estampagem dentro do copo de punção. O primeiro estágio de um problema de aderência ocorre quando a força adesiva do copo de punção puxa até mesmo uma única partícula para longe do comprimido. Uma publicação recente mostrou que isso é causado principalmente pelas propriedades físicas do ingrediente farmacêutico ativo (API), e o mecanismo e a cinética podem ser modelados com sucesso.
CONSIDERAÇÕES SIMPLES PARA ALIVIAR A COLOCAÇÃO E A COLHEITA
Quando o pó gruda nas letras em relevo, uma das primeiras coisas a verificar é o nível de umidade da formulação. A remediação de picking e colagem nem sempre equivale a alterar as ferramentas usadas para a fabricação de comprimidos. A força de compressão insuficiente também é uma fonte potencial de separação porque a compactação do pó não é completa. Isso significa que as forças adesivas podem superar facilmente as forças coesivas do comprimido inadequadamente comprimido.
A inspeção cuidadosa dos copos de punção também é essencial para garantir que não haja arranhões na superfície para capturar pequenas partículas de formulação. Arranhões podem levar à formação de películas, uma forma lenta de aderência, muitas vezes devido ao excesso de umidade na granulação. Faça o polimento dos punções quando forem identificados arranhões na superfície. Um composto de polimento especializado pode conferir maior lubricidade e melhores propriedades de liberação do produto. Também vale a pena notar que um acabamento espelhado no copo de perfuração pode não ser o acabamento de superfície ideal para cada produto e cada tablet. Alguns estudos e testes mostraram que um acabamento fosco (também conhecido como bead-blast) é benéfico para alguns produtos. Se possível, faça um teste com várias opções de material, revestimento e acabamento. Às vezes, casos de teste mostraram que um acabamento fosco pode resolver problemas de aderência.
Outra solução potencial é aumentar ligeiramente a quantidade de lubrificante utilizada na formulação. Isso melhora as características de liberação do comprimido comprimido da superfície do copo perfurado. Esteja ciente de que a adição de uma quantidade excessiva de lubrificante pode dificultar o processo de colagem das partículas, levando a uma situação de aderência mais grave.
Se essas soluções não resolverem seu problema de aderência, pode ser necessária uma revisão completa do design do tablet e das ferramentas.
REDUZINDO O PICKING COM SELEÇÃO DE FONTE
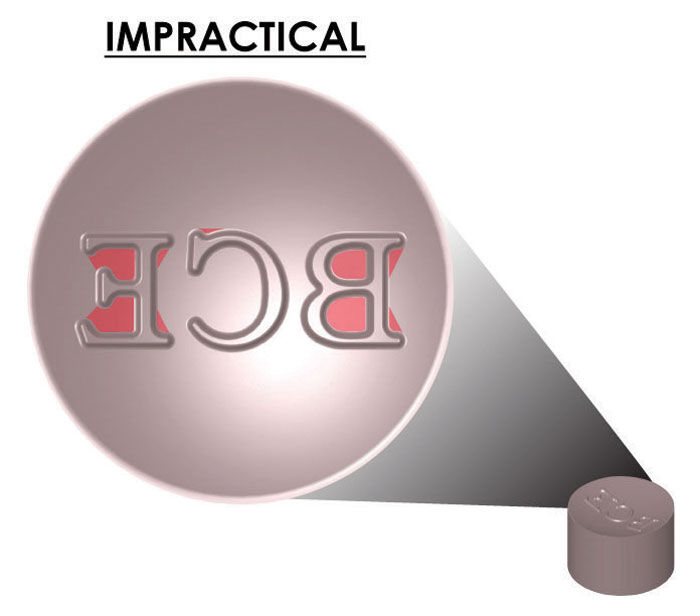
A seleção de fontes é muitas vezes uma batalha de forma sobre função. Uma fonte ornamentada ou decorativa, embora agradável aos olhos, pode causar problemas de escolha e defeitos no tablet. A Figura 1 ilustra uma seleção de fonte impraticável. Em geral, a maioria das formulações de produtos deve ser prontamente comprimida em comprimidos usando ferramentas com este design de gravação. No entanto, muitas formulações não são típicas e ainda podem ocorrer problemas. O conceito de pré-seleção parcial se aplica a qualquer letra ou número com áreas totalmente fechadas (“ilhas” ou “almofadas”). Muitos personagens um tanto complexos sem áreas totalmente fechadas também são propensos a serem escolhidos. Letras como E, S, K e M e numerais como 2, 3 e 5 contêm áreas parcialmente fechadas descritas como penínsulas.
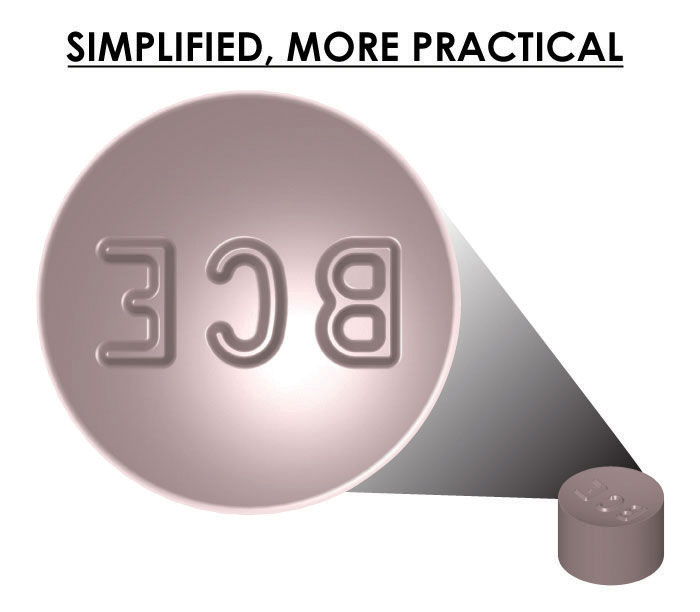
A variação na largura da gravação, bem como as penínsulas isoladas e desnecessárias das letras, são impedimentos para uma compactação uniforme do pó. Esta variação muitas vezes leva a que o pó se afaste do núcleo do comprimido comprimido e permaneça no copo de punção. A Figura 2 ilustra o mesmo relevo usando uma fonte prática que utiliza uma largura de gravação consistente e maior gravação e raios de canto. A modificação da fonte minimiza as oportunidades de coleta, aumenta a oportunidade de compactação consistente do pó e produz as melhores forças de coesão possíveis para o tablet.
FIGURA 1. Uma seleção de fonte impraticável. As áreas destacadas mostram onde a colheita é provável.
FIGURA 2. Uma seleção de fonte simplificada e mais prática.
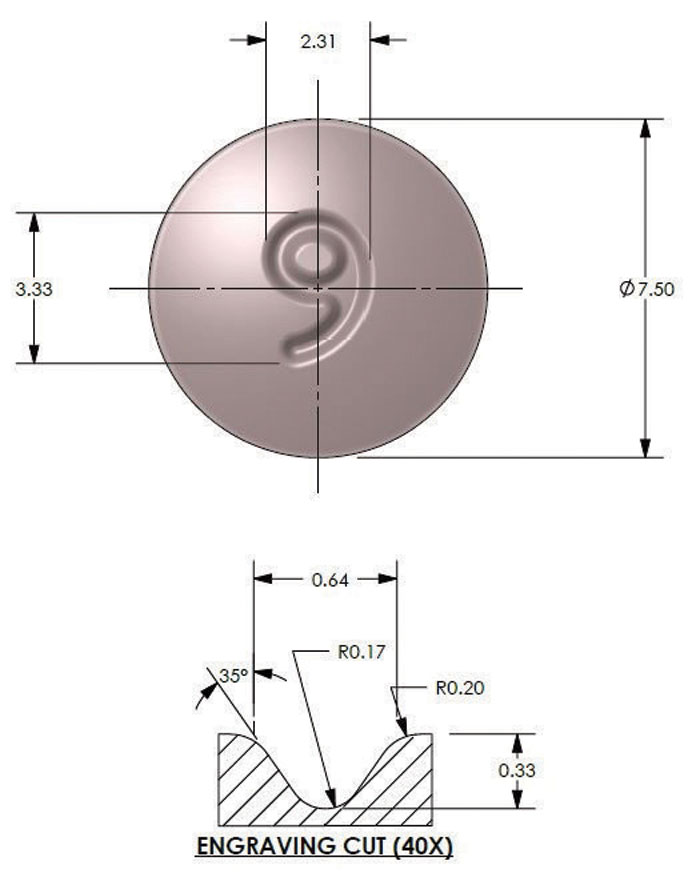
MUDANDO O CORTE DE GRAVAÇÃO
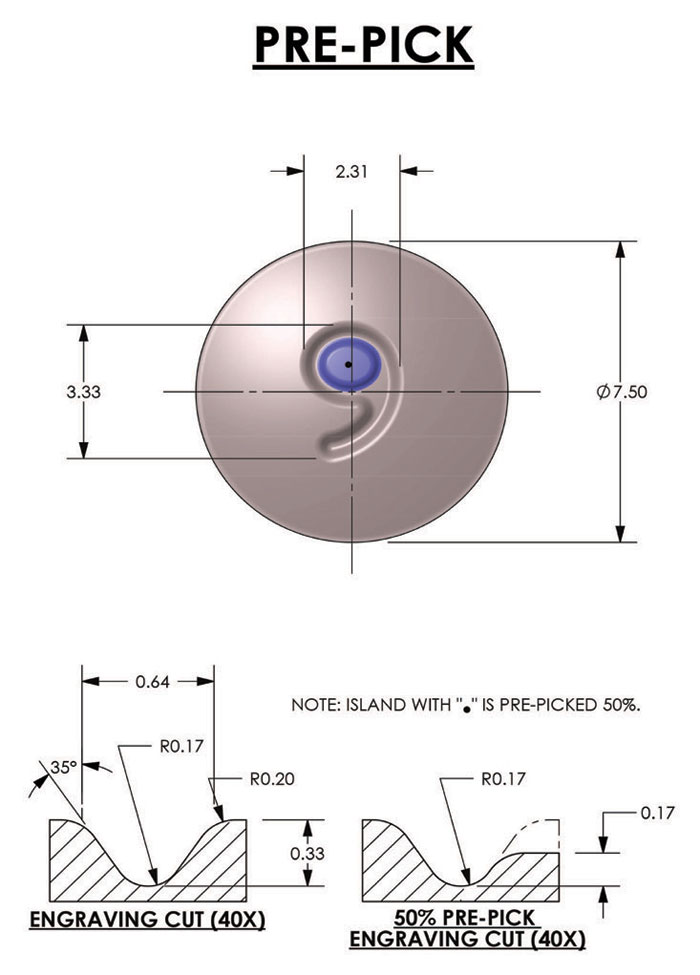
Além das mudanças na seleção da fonte, preste atenção especial ao desenho do próprio corte da gravura. A Figura 3 ilustra um comprimido redondo típico. A gravação do “9” é cortada no tablet com uma largura de corte de gravação comum, profundidade e ângulo de 35 graus. Para reduzir ou eliminar problemas com o picking de materiais na ilha central do “9”, o pré-picking, parcial ou completo, pode ser incorporado ao projeto. A Figura 4 ilustra onde a profundidade da ilha é reduzida de 0,33 mm para 0,17 mm. Essa redução é definida como uma pré-escolha parcial de 50%. A quantidade de redução pode variar entre 10 e 100%, sendo 100% a remoção completa da ilha. Para fins estéticos ou de marca, deve-se levar em consideração que os tablets sejam revestidos após a compactação, pois a pré-seleção excessiva pode reduzir significativamente a clareza do logotipo.
FIGURA 3. Uma pastilha redonda típica com um corte de gravação em "9".
Evite a coleta nessas áreas afunilando ou fazendo rampas. Começando na superfície do tablet na extremidade aberta da península, esse recurso afunila em direção à extremidade fechada da península em uma porcentagem da profundidade da gravação. As penínsulas normalmente afunilam entre 10 e 50 por cento da profundidade de gravação, sendo 30 por cento a mais comum. Um afunilamento de 50% da península “9” é ilustrado no canto inferior direito da Figura 5.
MATERIAIS DE CONSTRUÇÃO DE FERRAMENTAS
Punções feitas de aço especial é uma opção a ser considerada quando a aderência é um problema, seja um problema contínuo ou descoberto durante o estágio de pesquisa e desenvolvimento. É amplamente aceito que o aço puncionado com alta concentração de cromo na química da liga, geralmente entre 16-18%, aumenta a liberação do produto comprimido. Um fornecedor de ferramentas respeitável oferecerá vários graus de aço com alto teor de cromo. Além disso, vários outros aços especiais estão disponíveis para melhorar o desempenho e a vida útil dos punções e matrizes em relação à resistência à compressão, resistência ao desgaste e resistência à corrosão.
FIGURA 4. A profundidade da ilha é reduzida de 0,33mm para 0,17mm.
Considere também a aplicação de revestimento em seus punções de aço padrão como uma alternativa para melhorar as características de desmoldagem das faces do punção. Os revestimentos mais comuns são o cromo duro (Cr) e o nitreto de cromo (CrN). Vários outros revestimentos também estão disponíveis, incluindo nitreto de zircônio (ZrN), dependendo das características únicas da mistura a ser comprimida. No entanto, a fina camada de revestimento de cromo pode se desgastar com o tempo devido à abrasão da formulação e polimento. Assim, um aço com alto teor de cromo sem revestimento pode ser uma melhor solução a longo prazo.
Discuta esses problemas com seu fornecedor de ferramentas no início do processo para ajudar a reduzir problemas de produção e custos adicionais. Seu fornecedor de ferramentas deve ser capaz de explicar as propriedades e vantagens exclusivas dos vários aços e revestimentos.
FIGURA 5. Corte afilado de 50% no corte da gravura da península.
PARA CONCLUIR
Existem vários meios para acelerar o lançamento de um novo medicamento no mercado, desde pequenas alterações na formulação até grandes modificações no design do comprimido e nas ferramentas. Ajude a eliminar a aderência e a separação antes que ocorram, discutindo com o fornecedor da ferramenta todas as propriedades físicas exclusivas durante a fase de projeto do tablet. Seus insights sobre o design do tablet e a resolução de possíveis problemas de aderência e retirada beneficiarão o produto final e ajudarão a criar um tablet que seja aceito pelo fabricante e pelo consumidor.