Espectroscopia de infravermelho próximo para identificação rápida de excipientes farmacêuticos
Espectroscopia de infravermelho próximo para identificação rápida de excipientes farmacêuticos
Este estudo é baseado na tecnologia de detecção espectroscópica de infravermelho próximo para alcançar 100% de classificação de ingredientes farmacêuticos e excipientes de classe e fora de classe por modelo de máquina de vetor de suporte. 4 tipos de 8 excipientes farmacêuticos diferentes (amidos: amido de milho , batata amido, amido de batata-doce, amido pré-gelatinizado, maltodextrina , lactose : lactose monohidratada, celulose: celulose microcristalina , fosfato: estearato de magnésio) são coletados por espectrômetro de infravermelho próximo, 150 conjuntos de dados espectrais cada. Um total de 1200 espectros são usados, dos quais 840 espectros são divididos aleatoriamente como conjunto de treinamento e 360 como conjunto de validação. Compare os efeitos dos modelos construídos pelo algoritmo Bayesiano, algoritmo de máquina de vetor de suporte e algoritmo de vizinho K-mais próximo emparelhado com diferença de primeira ordem, diferença de segunda ordem, MSC e pré-processamento SNV, respectivamente. Os resultados mostram que os algoritmos Bayesian e K-neest neighbor alcançam 100% de resolução fora da classe quando emparelhados com os métodos de pré-processamento de suavização de diferença de primeira ordem, MSC e SG. qualquer pré-processamento, e a precisão não é reduzida após a redução de dimensionalidade pelo algoritmo competitivo de reponderação adaptativa. Finalmente,
Chen Qian e Zhijian Cai “Espectroscopia de infravermelho próximo para identificação rápida de excipientes farmacêuticos”, Proc. SPIE 12307, Second Optics Frontier Conference (OFS 2022), 1230702 (11 de agosto de 2022); https://doi.org/10.1117/12.2643483
Requisitos Específicos de Excipientes na Fabricação Contínua de Comprimidos
Requisitos Específicos de Excipientes na Fabricação Contínua de Comprimidos
Abstrato
A Tecnologia de Manufatura Contínua continua a ganhar importância na fabricação de produtos farmacêuticos. Embora processos tradicionais como compressão direta, compactação com rolo ou granulação úmida sejam usados nas linhas contínuas, a exigência de ingredientes pode diferir do processamento em lote tradicional. Este whitepaper analisa as várias etapas de um processo contínuo à luz das propriedades do excipiente.
A avaliação mostra que excipientes multifuncionais como PROSOLV® SMCC e PROSOLV® EASYtab SP podem ser particularmente adequados para processos contínuos.
Introdução
Embora as etapas reais de granulação e formação de comprimidos dentro de um processo contínuo tenham grande semelhança com os processos tradicionais, a principal diferença está na alimentação e mistura dos ingredientes, bem como no monitoramento em linha da uniformidade da mistura. Este artigo tem como objetivo identificar requisitos específicos decorrentes dessas diferenças.
A Figura 1 mostra a montagem da linha de produção de pesquisa usada na Universidade da Finlândia Oriental em Kuopio. A linha é composta por uma unidade primária de alimentação e mistura com três alimentadores, um rolo compactador, uma alimentação secundária e uma unidade de mistura para adição de ingredientes extragranulares e uma prensa de comprimidos. O conteúdo do ingrediente ativo na mistura de pó é constantemente monitorado pela medição NIR. Além disso, os sistemas de transporte segmentado permitem uma análise off-line de amostras que representam intervalos de tempo bem definidos da saída do misturador.
Veja a visão geral completa da pesquisa na brochura (clique para abrir a brochura)
Brochura JRS_Requisitos de Excipiente Fabricação Contínua
Conclusão
O PROSOLV® EASYtab SP apresenta um conjunto de propriedades que o tornam adequado para processamento contínuo . Sua multifuncionalidade permite a produção com apenas dois dosadores, pois atua como enchedor/ aglutinante , auxiliar de fluxo, desintegrante e lubrificante ao mesmo tempo.
A estrutura de superfície exclusiva do PROSOLV® EASYtab e a boa fluidez permitem uma mistura rápida e sem segregação com APIs. A sua estrutura tudo-em-um, utilizando fumarato estearico de sódio como lubrificante, proporciona uma robustez excepcional em termos de tempos de mistura.
Fonte: Brochura JRS “Requisitos Específicos de Excipientes na Fabricação Contínua de Comprimidos”
segunda-feira, 22 de agosto de 2022
Célula de cisalhamento de pó: influência da umidade nas características do pó de pós farmacêuticos
Figura 1: Reômetro equipado com célula de cisalhamento de pó e opção de temperatura e umidade.
As condições ambientais podem impactar fortemente o comportamento de muitos pós. Na vida real, os sólidos a granel apresentarão fluidez diferente dependendo da localização geográfica em que são manuseados. Enquanto o impacto da umidade em um estado saturado é relativamente simples de simular condicionando a amostra em uma câmara climática, é mais complexo representar o processo dinâmico que realmente ocorre na realidade. A célula de cisalhamento de pó da Anton Paar foi usada para determinar diferentes propriedades/processos do pó, como comportamento de fluxo e aglomeração em uma ampla faixa de umidade relativa (7% a 95%). Um pó de bebida quente farmacêutica foi caracterizado, ressaltando a importância de considerar a umidade ambiente ao projetar um processo. Levar em consideração a umidade do ambiente pode evitar muitos problemas em produtos e processos.
1. Introdução
As condições ambientais afetam o comportamento de muitos pós. Os sólidos a granel apresentam fluidez diferente dependendo da localização geográfica e, portanto, das condições ambientais diferentes, por exemplo, Boulder/Colorado (25°C, 35%rH) vs. Manila (30°C, 80%rH). O ajuste de um pó às suas condições ambientais é um processo dinâmico que atinge a saturação em um determinado ponto. Além da saturação, muitos pós exibem um “ponto de aderência” onde é relatada uma mudança significativa no comportamento de fluxo e adesão. [1]
A combinação de uma célula de cisalhamento em anel com um dispositivo de temperatura de convecção e controle de umidade dentro de um reômetro permite a investigação da influência de diferentes combinações de umidade-temperatura diretamente antes e durante a caracterização do pó. Não é necessário expor a amostra a condições diferentes das pretendidas, transferindo-a de uma câmara ambiental para o aparelho de medição, nem altera seu teor de umidade (seco ou umedecido) durante a medição. Em geral, meios granulares expostos à umidade ambiente tendem a se tornar mais coesos (embora existam exceções em alta tensão normal). Isso se deve a uma variedade de mecanismos diferentes, sendo o principal deles a ponte líquida entre os grãos, o inchaço dos próprios grãos, a formação de filmes adesivos na superfície do grão, ou no caso de um comportamento coesivo declinante uma “lubrificação” dos intersticiais entre os grãos. [2]
A amostra investigada é uma bebida farmacêutica para gripes e resfriados que contém altas quantidades de vitamina C; ácido cítrico, açúcar e vários materiais farmaceuticamente ativos. Antes apresentava tendência à torta e à consolidação do tempo, altamente agravada pela umidade. Acreditamos que isso seja resultado de uma dissolução parcial em água condensada como Groen et al. sugere [1] para uma amostra semelhante (ácido cítrico puro). Quando a amostra é seca depois, o ácido cítrico precipita e forma pontes sólidas entre os grãos, levando a ligações muito fortes entre os grânulos restantes, tornando o fluxo quase impossível. Embora problemático para o armazenamento, esse comportamento é realmente desejado, pois a bebida deve se dissolver prontamente na água para sua aplicação.
Além disso, é consistentemente relatado que a umidade leva a um forte aumento no comportamento de aglomeração, especialmente quando aplicado ciclicamente (ou seja, secar e molhar o pó repetidamente).
A influência desses fenômenos no comportamento de pós farmacêuticos ou alimentícios geralmente não é desejada, pois muitas vezes levam à formação de grumos e nós e o próprio pó torna-se difícil de processar. Em exemplos extremos, isso pode levar à formação de um aglomerado sólido de material, impossibilitando o uso posterior.
Portanto, objetivamos descrever as mudanças nas características do pó após a exposição a quatro diferentes níveis de umidade relativa e a diferença entre amostras consolidadas e não consolidadas.
2. Preparação de Amostras e Experimental
Um Reômetro Compacto Modular (MCR) da Anton Paar equipado com um dispositivo de temperatura de convecção (CTD), um gerador de umidade e uma célula de cisalhamento de pó foi usado para executar as medições, investigando as características do pó e a aglomeração de um pó farmacêutico de bebida quente para resfriado e gripe. Para garantir as mesmas condições iniciais em relação ao teor de água da amostra, o pó foi armazenado em estufa a 70°C antes do uso.
2.1 Influência da Umidade na Vazibilidade
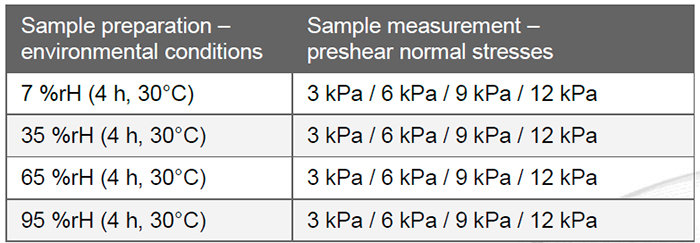
A amostra foi carregada na célula de cisalhamento em anel que foi colocada dentro do CTD no MCR e exposta a uma umidade relativa definida por 4 horas a 30°C (ver Tabela 1). Cada etapa de pré-cisalhamento foi acompanhada por várias etapas de cisalhamento até a falha (para obter mais detalhes sobre medições de células de cisalhamento, consulte o relatório de aplicação “Uma introdução à reologia do pó”).
Tabela 1: Visão geral das preparações de amostras e medições realizadas para testar a influência da umidade na fluidez.
2.2 Influência da Umidade na Aglutinação
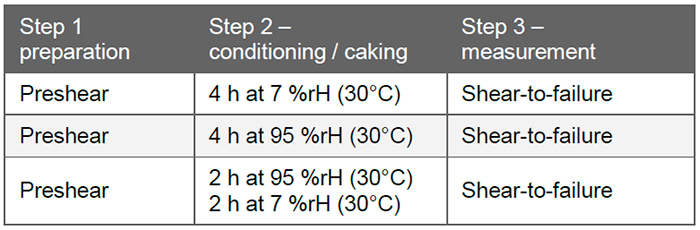
Para estudar o efeito da umidade na consolidação do tempo (aglutinação), foram realizados três testes diferentes. Primeiro, a amostra foi pré-cisalhada a 6 kPa. Em seguida, a amostra foi consolidada a 6 kPa a 30°C por 4 horas em condições de umidade variadas (consulte a Tabela 2) antes de ser realizado um cisalhamento até a falha.
Tabela 2: Visão geral das etapas de medição das diferentes medições realizadas para testes de aglomeração.
3. Resultados
3.1 Influência da Umidade na Fluidez
O pó da bebida quente foi exposto a quatro diferentes umidades relativas entre 7%rH e 95%rH e então investigado a 3 kPa, 6 kPa, 9 kPa e 12 kPa (ver Tabela 1).
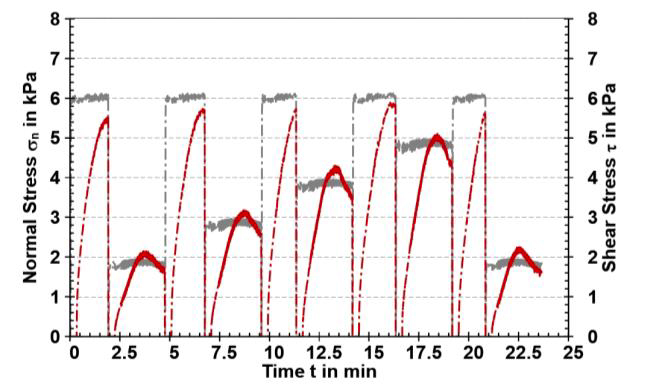
Exemplarmente, a Figura 2 mostra o diagrama de cisalhamento representando a tensão normal de cisalhamento e a tensão de cisalhamento ao longo do tempo para a amostra após condicionamento a 7%rH e pré-cisalhamento a 6 kPa. Os intervalos de pré-cisalhamento podem ser facilmente reconhecidos pela predefinição constante de tensão normal de 6 kPa (curva cinza). No meio, o cisalhamento até a falha foi realizado em diferentes tensões normais. Essas corridas em diferentes tensões normais são necessárias para analisar o pó com um diagrama de tensão de Mohr.
Figura 2: Diagrama de cisalhamento de pré-cisalhamento a 6 kPa e fases intermediárias de cisalhamento (cisalhamento à falha) com diferentes tensões normais. Isto foi feito a 7% rH. A tensão normal on está em cinza enquanto a curva vermelha representa a tensão de cisalhamento τ.
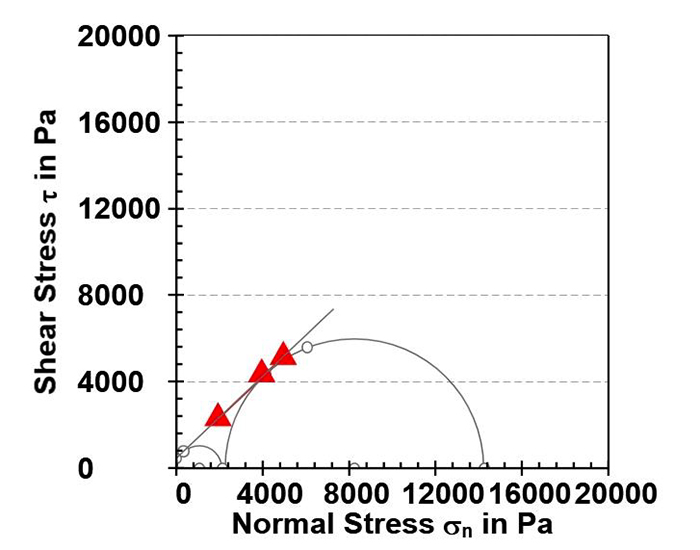
A Figura 3 mostra o diagrama de tensão de Mohr para a medição a 7 %rH e tensão normal pré-cisalhamento de 6 kPa, a tensão de cisalhamento é mostrada sobre a tensão normal. Isso é sempre criado para uma tensão de pré-cisalhamento e pode ser usado para avaliar as propriedades do pó, como ângulo de atrito interno e muito mais. A tensão de cisalhamento máxima durante o pré-cisalhamento e a tensão de cisalhamento máxima em cada sequência de cisalhamento individual no diagrama de tensão de Mohr fornecem a função do local de escoamento. Com base nesta função de locus de escoamento e no máximo pré-cisalhamento, os dois círculos de Mohr são desenhados.
Figura 3: Diagrama de tensão de Mohr para o pré-cisalhamento a 6 kPa da amostra medida a 7 %rH.
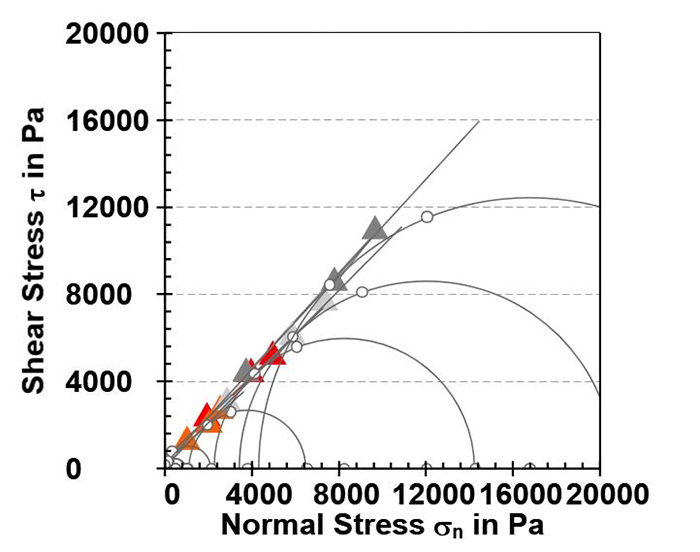
Com o aumento da tensão normal, os círculos de Mohr também aumentam. Isso é exibido na Figura 4 para a amostra a 7% de umidade, onde a função do locus de escoamento e os círculos de Mohr são mostrados para medições em tensão normal de pré-cisalhamento de 3, 6, 9 e 12 kPa.
Figura 4: Diagrama de tensão de Mohr para a amostra a 7 %rH, mostrando a medição em 3 kPa (laranja), 6 kPa (vermelho), 9 kPa (cinza claro) e 12 kPa (cinza escuro).
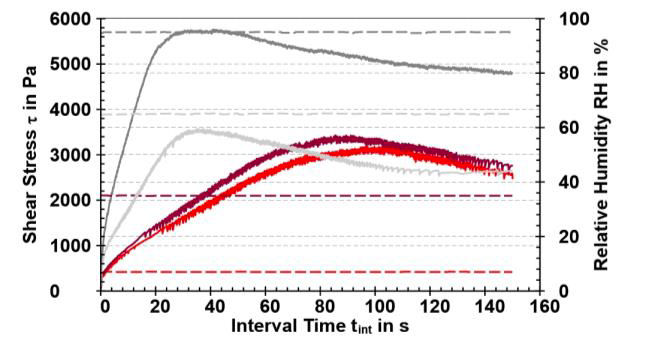
Na parte seguinte, as medições em diferentes níveis de umidade relativa foram comparadas. A Figura 5 representa a segunda fase de cisalhamento até a falha da medição a 6 kPa para 7, 35, 65 e 95 %rH. Enquanto apenas uma mudança mínima pode ser observada entre 7 e 35% rH, a amostra começa a mostrar uma mudança significativa em níveis mais altos de umidade relativa. O máximo da tensão de cisalhamento aumenta ligeiramente, mas mais notavelmente a inclinação da tensão de cisalhamento diminui com a umidade relativa mais alta. Isso significa que, além do comportamento estático rastreado pelos máximos de cisalhamento pré-cisalhamento, o comportamento dinâmico do pó também é fortemente afetado.
Entre 65 e 95% rH há uma mudança adicional na curva e um aumento muito forte na tensão de cisalhamento.
Figura 5: A segunda fase de cisalhamento até a falha após pré-cisalhamento de 6 kPa para as amostras a 7% (vermelho claro), 35% (vermelho escuro), 65% (cinza claro) e 95% (cinza escuro) de umidade relativa. As linhas tracejadas mostram a umidade relativa.
No diagrama de tensão de Mohr (ver Figura 6) das medições descritas na Figura 5, as umidades entre 7 %rH e 65 %rH não apresentam diferenças marcantes. Apenas a medição a 95 %rH tem uma função de locus de rendimento significativamente maior.
Figura 6: Diagrama de tensão de Mohr da medição a 6 kPa pré-cisalhamento de tensão normal das amostras a 7% rH (vermelho claro), 35 % rH (vermelho escuro), 65 % rH (cinza claro) e 95 % rH (cinza escuro ), da medição a 6 kPa de tensão normal pré-cisalhamento.
A partir do diagrama de tensão de Mohr, o coeficiente de fluidez pode ser avaliado a partir da tensão principal principal e do limite de escoamento não confinado para cada tensão normal de pré-cisalhamento. Esta etapa também é feita automaticamente no software RheoCompass™. O coeficiente de fluidez é apresentado no diagrama ff c (Figura 7) onde o limite de escoamento não confinado é representado sobre a tensão principal principal. Este diagrama agora inclui as medições para tensão normal de pré-cisalhamento de 3 kPa, 6 kPa, 9 kPa, 12 kPa. Os dados para as tensões normais adicionais foram recuperados exatamente como para a tensão normal de cisalhamento de 6 kPa (como explicado acima).
Figura 7: Diagrama ff c mostrando a fluidez das amostras a 7%rH (vermelho claro), 35%rH (vermelho escuro), 65%rH (cinza claro) e a 95%rH (cinza escuro) para uma tensão normal de pré-cisalhamento de 3 kPa (triângulo), 6 kPa (estrela), 9 kPa (quadrado) e 12 kPa (círculo).
Enquanto o pó da bebida quente é – independentemente do estresse aplicado durante o pré-cisalhamento – fluxo livre/fluxo fácil quando exposto a baixa umidade relativa (7% rH e 35 rH%), o pó torna-se coeso quando exposto a 65 %rH (consulte a Figura 7 ). Ao aumentar ainda mais a umidade relativa para 95% rH, as propriedades do pó mudam para muito coesivo para baixas tensões e tornam-se não fluindo para tensões crescentes, comportando-se mais como um sólido. Ao comparar esses valores com a medição do ponto de aderência de Groen et. al. que estima o ponto de aderência do ácido cítrico a 30°C a 55% rH, os resultados mostram uma concordância muito boa.
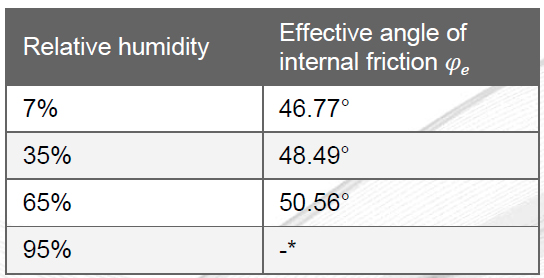
Um outro coeficiente obtido a partir do diagrama de tensão de Mohr é mostrado na Tabela 3. O ângulo efetivo de atrito interno é uma medida do atrito interno no fluxo em estado estacionário e depende predominantemente do adesivo interpartículas e das forças de atrito. φ e aumenta com a umidade relativa, mas não pode ser determinado para 95 %rH devido à tenacidade que a amostra apresentou posteriormente.
Tabela 3: Ângulo efetivo de atrito interno comparado a tensão normal pré-cisalhamento de 6 kPa. (*a amostra a 95% era tão sólida que φe não pôde ser determinado)
3.2 Influência da Umidade na Aglutinação
As amostras foram pré-cisalhadas e medidas a 6 kPa e depois expostas a certos níveis de umidade por 4 h enquanto consolidavam a 6 kPa. As amostras foram então cortadas até a falha. Três diferentes condições de umidade foram testadas, conforme descrito na Tabela 2.
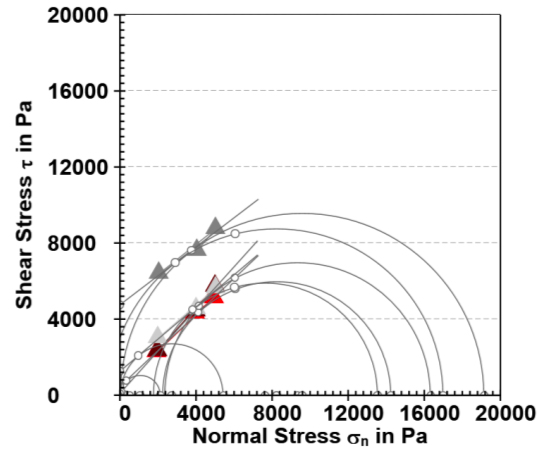
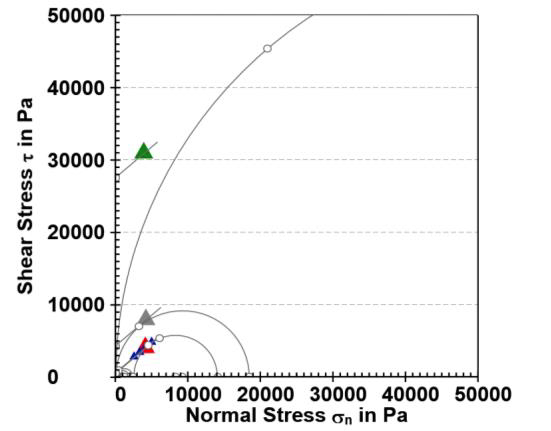
O diagrama de tensão de Mohr para esses três testes é exibido na Figura 8. A primeira medição (4 h a 7 %rH, luz vermelha na Figura 8) não mostra uma mudança significativa em relação à medição anterior (azul). O mesmo é o caso para a segunda medição (4 h a 95 %rH, cinza escuro). A terceira medição consistiu em uma etapa de umedecimento e re-secagem - 2 h a 95 %rH seguido de 2 h a 7 %rH (verde na Figura 8). Em contraste com as medições anteriores, esta amostra mostra uma mudança extrema, com uma tensão de pré-cisalhamento muito maior do que a observada antes, mesmo a 95 %rH.
Figura 8: Diagrama de tensão de Mohr das amostras a 7 %rH (vermelho claro), 95 %rH (cinza escuro) e 95/7 %rH (verde) após 4 h de consolidação a 6 kPa. Os triângulos azuis representam a amostra antes da consolidação de 4 h.
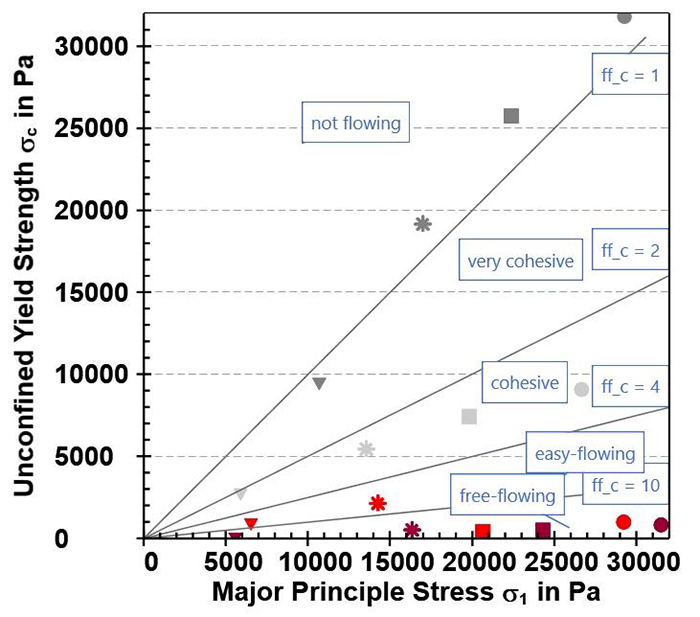
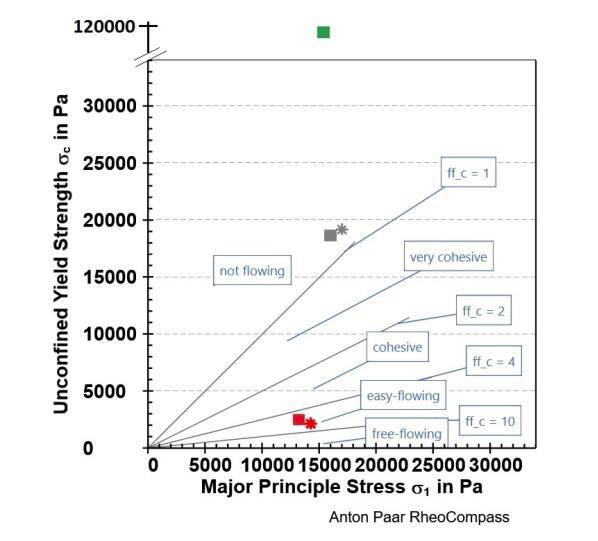
Tendências semelhantes são observadas no diagrama ff c na Figura 9:
7 %rH: A estrela vermelha está sem consolidação de tempo, enquanto o quadrado vermelho está com consolidação de 4 h. Ambos mostram valores muito semelhantes e um comportamento de fluxo fácil.
95 %rH: A estrela cinza sem consolidação de tempo, enquanto o quadrado cinza está com consolidação de tempo de 4 h. Novamente, ambos mostram valores muito semelhantes e um comportamento de não fluxo.
95 %rH / 7 %rH: O quadrado verde mostra a ff c da amostra após umedecimento (2 h) e re-secagem (2 h) durante a consolidação. A mudança de muito úmido para muito seco durante a consolidação transformou a amostra em pó em um sólido. Isso se reflete no limite de escoamento não confinado extremamente alto o c de 119,4 kPa, que equivale a um coeficiente ff c de 0,12 em uma tensão principal principal o 1 de 14,1 kPa.
Figura 9: Diagrama ff c das amostras em diferentes níveis de umidade sem e com 4 h de consolidação a 6 kPa (todos medidos com pré-cisalhamento a 6 kPa). Amostras não consolidadas no tempo: 7 %rH (estrela vermelha) e 95 %rH (estrela cinza); Amostras consolidadas no tempo: 4 h a 7 %rH (quadrado vermelho), 4 h a 95 % rH (quadrado cinza) e 2h cada a 95/7 %rH (quadrado verde).
4. Conclusões
A bebida farmacêutica para gripes e resfriados investigados apresentou alteração em suas características em função da umidade do ambiente. A amostra após a consolidação do tempo a 6 kPa não diferiu muito da amostra medida em condições normais, significando que a amostra (quando em ambiente seco) não tende a torcer. Um fator especialmente crítico revelou ser a secagem após a exposição a alta umidade relativa. Aqui a amostra se dissolveu parcialmente em um ambiente úmido e formou um conglomerado duro após a secagem. Além disso, as medidas mostraram uma boa concordância nas medidas do ponto de aderência do ácido cítrico encontradas na literatura [1].
Este relatório mostrou que a célula de cisalhamento de pó da Anton Paar em combinação com sua opção de umidade permite a investigação do comportamento do pó em uma ampla faixa de níveis de umidade relativa. Isso pode ser feito com ou sem aplicação de consolidação. Isso permite medir o impacto que as condições ambientais/ambientais podem ter durante o processamento e armazenamento. Essas informações permitem o planejamento preciso dos processos e fabricação da planta, mas também mostram o impacto que o armazenamento em condições inadequadas pode ter na vida útil do produto, bem como na sua usabilidade.
5 Referências
1. Groen, Johan C., et ai. "Avaliação reológica in-situ em tempo real da temperatura e umidade do ponto pegajoso de produtos em pó." KONA Powder and Particle Journal (2020): 2020006. 2. Nokhodchi, Ali. "Efeito da umidade na compactação e compressão." Farmácia. Tech 6 (2005): 46-66.
Transporte pós perigosos com segurança na fabricação farmacêutica
As indústrias de química fina e farmacêutica processam milhares de materiais secos a granel muito caros a cada hora de cada dia para uma variedade de aplicações. Para manter os mais altos padrões de segurança, sustentabilidade e higiene, é essencial que esses pós sejam movidos de processo para processo sem nenhum perigo para os operadores, danos ou exposição do produto à atmosfera ou perda de produto valioso dentro do fluxo do processo.
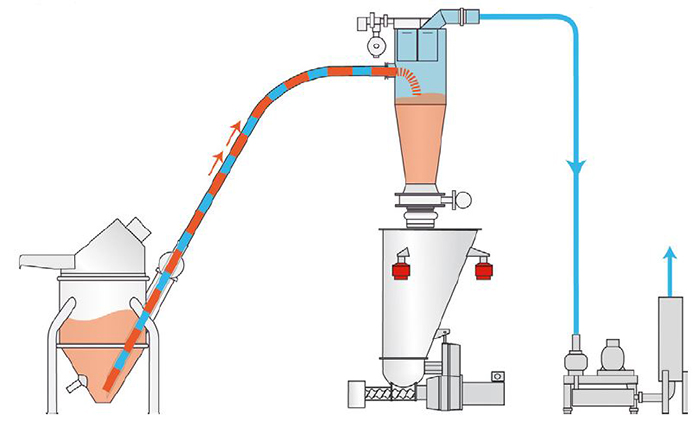
Sete parâmetros-chave Ao mover o pó de um processo para outro nessas indústrias, vários fatores cruciais devem ser considerados para garantir uma solução aceitável. O método de movimentação de pós em um fluxo fechado de ar ou nitrogênio é comumente conhecido como transporte a vácuo e a tecnologia para essa forma de transporte evoluiu para atender às árduas demandas desses mercados (Figura 1).
Normalmente, existem sete objetivos principais que o usuário final, em conjunto com o fornecedor do equipamento, deve considerar ao abordar o uso do transporte a vácuo.
Figura 1. Os receptores a vácuo de design padrão podem ajudar os fabricantes a manter altos padrões de segurança, sustentabilidade e higiene nas operações de processamento de pó.
Maximize a contenção do produto para transferência de pó de ingredientes tóxicos/caros: O sistema usado para transportar pós tóxicos e altamente caros deve eliminar qualquer possibilidade de vazamento do pó no ambiente de trabalho.
Maximize o rendimento do produto: Todo pó que sai de um processo deve ser transferido para o próximo processo com um mínimo absoluto de pó retido.
Minimize a segregação e o atrito do produto: Sistemas de fase densa de baixa velocidade são possíveis ao usar vácuo e esse tipo de sistema minimiza a degradação do produto e também elimina a segregação do produto quando
transporte de produtos que passaram por um ciclo de mistura ou mistura.
Otimize os ciclos de limpeza em aplicações de pós sanitários: Todos os equipamentos usados na transferência de pós devem ser capazes de serem limpos completamente. Uma variedade de técnicas e designs de limpeza estão disponíveis para consideração.
Otimização do processo geral através do projeto de sistemas integrados: Por razões econômicas, é benéfico se a transferência de pó puder ser integrada a um processo duplicado, como peneiramento por varredura de ar ou moagem por varredura de ar. Essa integração simplifica o manuseio do pó e ajuda a aumentar a eficiência do processo secundário.
Facilidade de Operação: O equipamento de transporte de pó deve ser simples de operar e integrar-se facilmente ao processo para facilitar o controle e, no caso de aplicações farmacêuticas, validação geral. As opções estão disponíveis para uma ampla variedade de entrega e coleta de produtos.
Otimização da Segurança: Gases inertes como o nitrogênio são muito fáceis de introduzir em um sistema de vácuo, garantindo assim a eliminação do oxigênio e, consequentemente, um sistema seguro e sem perigo de explosão.
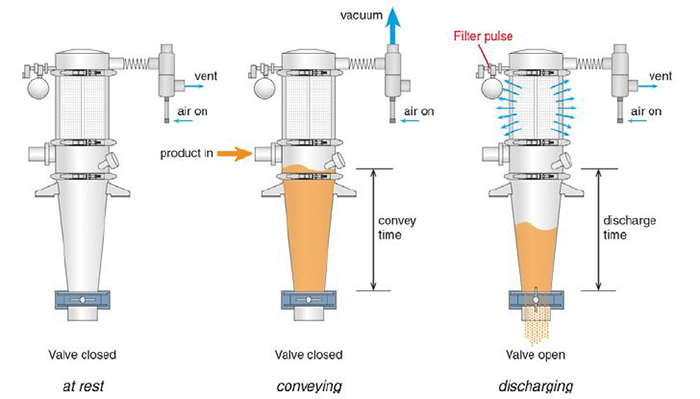
Parâmetro 1: Eliminar Vazamento O transporte a vácuo atende a muitos desses critérios porque a pressão negativa dentro dos vasos e tubulações impede qualquer vazamento de pó para a atmosfera. Um sistema de transporte a vácuo típico é totalmente vedado com o pó contido em um recipiente vedado conectado ao dispositivo de processo (consulte a Figura 2). No caso de pós altamente tóxicos, o uso adicional de válvulas de contenção de borboleta divididas pode ser incorporado para manter níveis de perigo específicos.
Figura 2. Receptor de vácuo integrado ao manuseio de pó maximiza a contenção para evitar vazamento de material para a atmosfera.Durante o processo de vácuo, o vácuo ou sucção é gerado por meio de uma bomba de vácuo. O vácuo na fonte de coleta é iniciado e o material flui de sua fonte diretamente para o recipiente ou receptor selado. Depois que o receptor estiver cheio até a capacidade necessária (geralmente detectada por meio de um indicador de nível), o vácuo é interrompido. O material se acomoda no receptor. Mediante solicitação de pó do processo abaixo, como na operação de enchimento do tambor mostrada (ver Figura 3), a válvula na parte inferior do receptor se abre e o produto é entregue ao processo. Pouco depois, um pulso de ar é enviado através dos filtros alojados no receptor de coleta para limpar os filtros de qualquer material residual. Isso também ajuda a maximizar os rendimentos gerais (consulte o parâmetro 2).
A introdução de pós que não fluem livremente para o sistema de vácuo pode ser “assistida” por uma variedade de auxiliares de fluxo, como vibração, fluidização ou almofadas de aeração. Esses dispositivos estão localizados em um recipiente inclinado, o que também estimula o fluxo do pó para o ponto de arrasto onde o ar e o pó são misturados, garantindo uma transferência suave pela linha de transporte.
Parâmetro 2: Maximize o rendimento do produto A velocidade do movimento do ar em um sistema de transporte a vácuo bem projetado garante que o pó não se deposite na tubulação, garantindo assim que nenhum resíduo permaneça. Além disso, no final da execução, válvulas de liberação de linha podem ser usadas para garantir que qualquer material remanescente seja liberado no receptor antes de desmontar a unidade para limpeza.
Figura 3. Nesta operação de enchimento do tambor, a válvula na parte inferior do reservatório de vácuo se abre e o produto é entregue ao processo.
O design do receptor de vácuo com filtros de jato reverso e ângulos de cone de descarga íngremes, ou às vezes paredes cilíndricas retas, também incentiva o fluxo livre de pós do funil de recebimento para o próximo processo. Os pós mais difíceis de manusear são incentivados a fluir com vários auxiliares de fluxo, como vibradores e graus variados de fluidização. A filtragem é crucial ao manusear pós finos.
Figura 4. Um sistema de vácuo de fase densa é uma técnica de transporte de baixa velocidade utilizada principalmente para distâncias curtas "para cima e para dentro".
Materiais filtrantes modernos, como poliéster laminado PTFE, são projetados para ter características de alta liberação que garantem que o filtro não permita a passagem de partículas finas e que o material residual seja removido durante o ciclo de limpeza do filtro. As tremonhas a vácuo bem projetadas têm todas as soldas retificadas e são projetadas para serem livres de rachaduras e fendas com um alto grau de polimento.
Parâmetro 3: Minimizar a segregação do produto Muitos pós químicos finos e misturas químicas/farmacêuticas precisam ser transportados sem degradação do produto ou desmistura. Isso é essencial, por exemplo, nas indústrias farmacêuticas, onde ingredientes ativos caros são uma porcentagem muito baixa da mistura geral. Descobriu-se que, ao transportar por “lesmas” de movimento lento, o material não é desmisturado. Este método de movimentação de material é obtido pelo transporte a vácuo de fase densa, conforme ilustrado na Figura 4.
É fundamental ao investigar o uso de um vácuo de fase densa, que a viabilidade e uniformidade da mistura da mistura sejam confirmadas por ensaios individuais, onde o cliente analisa o material transportado para confirmar que os parâmetros especificados foram cumpridos.
A técnica de transporte de baixa velocidade por vácuo tem sido usada para muitos produtos farmacêuticos diferentes, e é utilizada principalmente para curtas distâncias “para cima e para dentro”. As aplicações típicas são o descarregamento de misturadores e carregamento de prensas de comprimidos, linhas de enchimento de cápsulas, enchimentos de sachês e sistemas de armazenamento.
Parâmetro 4: Otimização do Ciclo de Limpeza Em aplicações onde a limpeza e higienização são imperativas, o equipamento utilizado para o transporte de pós, em muitos casos, é desmontado e levado para a sala de lavagem onde é limpo antes da remontagem. Para ajudar na limpeza, todos os equipamentos de transporte de boa qualidade podem ser facilmente desmontados e remontados por operadores não qualificados. Como opção, a maioria dos equipamentos de transporte pode agora ser projetada como wet-in-place (WIP).
O WIP envolve o uso de bicos de pulverização retráteis, que são ativados no final da produção. Esses bicos pulverizam água dentro do vaso. O spray líquido tem o efeito de molhar quaisquer partículas de poeira residuais em todo o receptor do filtro, bem como no meio filtrante. Isso ajuda na remoção dos meios filtrantes, tornando-os fáceis de remover sem a chance de poeira seca se espalhar pelo ar.
Em alguns projetos de receptores especializados, a seção superior do receptor pode ser girada e os elementos filtrantes retirados e removidos para limpeza intensa. A seção restante do sistema é então completamente limpa e seca antes de ser reutilizada. O recurso de cabeça basculante do receptor de filtro também é útil em áreas onde o espaço livre é um problema, porque os filtros neste caso são removidos por baixo, ao invés de acima do receptor de filtro (veja a Figura 5). Outras opções de design incorporam mecanismos de elevação para o conjunto completo do receptor do filtro para facilitar os procedimentos gerais de limpeza e desmontagem, reduzindo e otimizando os tempos gerais do ciclo de limpeza.
Parâmetro 5: Otimização do processo geral Uma das principais vantagens de um sistema de transporte a vácuo é que é muito fácil introduzir um processo secundário no processo de transferência inicial. Por exemplo, quando as matérias-primas básicas chegam em sacos ou sacos de papel, é essencial que sejam peneiradas antes de entrar no processo de fabricação. Isto é conseguido simplesmente introduzindo uma peneira na linha de transporte. O pó é transportado do saco ou caixa e, à medida que passa pela tela, quaisquer partículas de tamanho grande ou matéria estranha ficam presas na malha de aço inoxidável. O pó aceitável passa pela malha e segue para a próxima fase do processo. O fluxo de ar através da malha ajuda a manter a malha limpa e muitas vezes aumenta a eficiência da peneiração em comparação com a peneiração por gravidade, onde não há fluxo de ar adicional.
Uma técnica semelhante pode ser usada com moinhos de tela cônica que são frequentemente usados para desagrupar o material proveniente da fonte de pó e antes da introdução no processo. O moinho de peneira cônica é colocado entre o ponto de coleta do produto e o receptor de vácuo, com o efeito do material sendo puxado através do moinho com um fluxo de ar rápido. A operação do moinho de peneira cônica sob vácuo tem a vantagem adicional de reduzir o tempo total de residência dentro do moinho, reduzindo assim também qualquer atrito adicional que possa ocorrer no processo.
Figura 5. Este receptor de vácuo possui um cabeçote de filtro basculante que permite a fácil remoção dos elementos do filtro para limpeza e se encaixa em áreas onde o espaço livre é um problema.Uma vantagem adicional da moagem com varredura de ar é a capacidade de usar nitrogênio como gás de transporte. Isso torna o sistema seguro porque o moinho muitas vezes pode ser considerado uma fonte de ignição se o material que está sendo moído for potencialmente explosivo. É importante observar que, embora a maioria dos moinhos e peneiras seja capaz de operar sob o nível razoavelmente baixo de vácuo necessário, o uso de vácuo com o moinho ou peneira em questão deve ser abordado com o fabricante do equipamento para garantir que as vedações ou gaxetas adequadas sejam no lugar para garantir uma operação livre de poeira.
Parâmetro 6: Facilidade de Operação e Integração Devido à disponibilidade de uma variedade de fontes de produtos - tambores, sacos, sacos a granel, contêineres intermediários para granéis (IBCs) e contêineres flexíveis para granéis intermediários (FIBCs) - é imperativo que o sistema de vácuo utilizado seja facilmente integrado ao método de coleta do produto. Estações de ponta de saco completas com pontos de coleta a vácuo integrados, bem como estações de ancoragem IBC com o mesmo tipo de tremonhas de coleta, estão disponíveis na maioria dos fabricantes de transporte a vácuo orientados a sistemas.
Além disso, para transporte contido, também podem ser fornecidas estações de despejo especiais ou tremonhas de coleta com porta-luvas (consulte a Figura 6). Os pontos de conexão típicos são por meio de arranjos simples de grampos para facilitar a montagem. Para aplicações sanitárias, os dispositivos geralmente incorporam algum tipo de conjunto de spray ball para limpeza, bem como um dreno no dispositivo de coleta para drenagem.
Parâmetro 7: Otimização da segurança do processo Muitos produtos químicos finos e pós farmacêuticos têm uma baixa energia mínima de ignição (MIE). Esta é uma medida de quão facilmente a nuvem de pó de pó pode inflamar por qualquer fonte de ignição. Uma medida geralmente aceita de potencial explosivo para o pó que está sendo transportado é um MIE de menos de 10 milijoules; quando isso ocorre, um método de lidar com esse potencial explosivo deve ser projetado dentro do sistema.
As fontes de ignição podem variar, incluindo faíscas estáticas, impacto de metal por um item de rotação rápida, partículas quentes de secadores ou itens elétricos defeituosos. Qualquer uma dessas fontes que entrar em contato com uma nuvem de poeira potencialmente explosiva pode criar uma explosão. A gravidade da explosão é medida pelo valor KST, mas mesmo uma explosão leve deve ser evitada. Normalmente, existem três métodos para lidar com uma potencial explosão em operações com pólvora. (Deve-se notar que a supressão de explosão não está listada, pois há uma forte possibilidade de desarmar o sistema de supressão e introduzir o supressor no lote, eliminando-o como uma boa escolha para muitos sistemas.)
Os três métodos mais comuns de supressão de explosão são os seguintes:
Figura 6. Esta estação de despejo de sacos da K-Tron possui um porta-luvas integrado com coletor inferior para transporte contido.
Contenção de Explosão: O equipamento deve ser forte o suficiente para conter a explosão quando e se ela ocorrer. Devido à força do projeto necessário, esta pode ser uma solução muito difícil e cara de implementar.
Ventilação de explosão: Este método se baseia em um disco de ruptura que se rompe com um aumento de pressão muito baixo e permite que a explosão seja ventilada através de um duto para uma parede externa. O principal problema com esta técnica é encontrar uma parede externa próxima ao equipamento, pois a distância do respiro e do duto de respiro até o ponto de ignição é crítica no projeto.
Inertização: Das três opções, esta é a mais fácil e menos complexa de implementar. Este método simplesmente substitui o ar por nitrogênio como gás de transporte. A eliminação do oxigênio evita que ocorra uma explosão porque a terceira perna do triângulo de fogo foi removida. É um procedimento muito simples conectar um suprimento de nitrogênio à lança de sucção em um transportador a vácuo. O consumo de nitrogênio é relativamente baixo, pois o nitrogênio flui apenas quando o sistema está operando no ciclo de transporte.
Em movimento O uso de transporte a vácuo nas indústrias de química fina e farmacêutica para transferência de pó é uma escolha viável que atende a uma ampla variedade de requisitos de processo. A gama de técnicas de transporte a vácuo está evoluindo continuamente, oferecendo novas soluções para grandes fabricantes que estão migrando cada vez mais para processos contínuos. A capacidade de mover pequenas quantidades de pó de maneira limpa e contida, bem como as vantagens inerentes do processo (segurança para o operador e para o produto) e aumentos na eficiência do processo tornam o transporte a vácuo via pressão negativa a solução ideal de manuseio de materiais.
Sharon Nowak atua como gerente global de desenvolvimento de negócios da K-Tron para as indústrias alimentícia e farmacêutica. Ela pode ser contatada em snowak@ktron.com