Por Omar A. Salman, Ph.D., Conselheiro de Pesquisa Sênior, Pfizer / Pfizer CentreOne
A fabricação de suspensões aquosas estéreis requer uma compreensão completa dos fatores que influenciam sua estabilidade física e química. A morfologia da partícula do ingrediente farmacêutico ativo (API) desempenha um fator chave na taxa de dissolução do medicamento, capacidade de ressuspensão e seringabilidade. O tipo e a concentração de surfactantes usados na formulação afetam a capacidade de ressuspensão do medicamento e a estabilidade química. Além disso, as tecnologias usadas na redução do tamanho de partícula do API e na mistura de alto cisalhamento para a formulação do medicamento devem ser avaliadas devido ao seu impacto nos atributos de qualidade do API e do medicamento.
Uma revisão concisa desses fatores é apresentada neste artigo.
Processo de manufatura
Um diagrama de fluxo das etapas principais na fabricação de suspensões aquosas estéreis é ilustrado na Figura 1. O tamanho de partícula do API cristalizado assepticamente (não moído) é reduzido usando um moinho de jato de fluido, ou micronizador, para a distribuição de tamanho de partícula desejada perfil. Em um moinho de jato de fluido (Figura 2), a redução de tamanho é alcançada por colisão de partícula a partícula. Partículas de pó são alimentadas na câmara de moagem por um sistema Venturi. O jato de gás (nitrogênio ou ar) entra através de um conjunto de bicos De-Laval que aumentam a aceleração das partículas para atingir a velocidade supersônica (300-500 m / s). A colisão entre as partículas que entram na câmara de moagem e as partículas que se movem em espiral dentro da câmara resulta na quebra das partículas. Devido à força centrífuga, as partículas mais finas saem pela parte central da câmara, enquanto as partículas maiores na área do anel externo continuam a acelerar até que seu tamanho seja reduzido ainda mais pela colisão [1]. Os principais parâmetros que afetam o tamanho das partículas são a taxa de alimentação do pó e a pressão do fluido de jato (pressão de moagem). O aumento da taxa de alimentação aumenta a concentração do produto na câmara do micronizador, reduzindo assim o espaço de aceleração entre as partículas. Em geral, taxas de alimentação mais altas resultam em partículas mais grossas. Maior pressão de moagem significa maior energia de micronização, que produz partículas mais finas. O aumento da taxa de alimentação aumenta a concentração do produto na câmara do micronizador, reduzindo assim o espaço de aceleração entre as partículas. Em geral, taxas de alimentação mais altas resultam em partículas mais grossas. Maior pressão de moagem significa maior energia de micronização, que produz partículas mais finas. O aumento da taxa de alimentação aumenta a concentração do produto na câmara do micronizador, reduzindo assim o espaço de aceleração entre as partículas. Em geral, taxas de alimentação mais altas resultam em partículas mais grossas. Maior pressão de moagem significa maior energia de micronização, que produz partículas mais finas.
O API micronizado é embalado em bolsas Tyvek ® e depois esterilizado usando um esterilizante a gás, por exemplo, óxido de etileno. A esterilização por irradiação gama ou feixe de elétrons pode ser usada somente se essas tecnologias não tiverem impacto na qualidade do produto. Por exemplo, geralmente, a irradiação não é viável para corticosteroides devido à degradação radiolítica [2]. API esterilizado terminalmente é então adicionado assepticamente em uma área de Grau A ao veículo estéril, e a suspensão é misturada usando um misturador de alto cisalhamento para dispersar e umedecer totalmente as partículas.
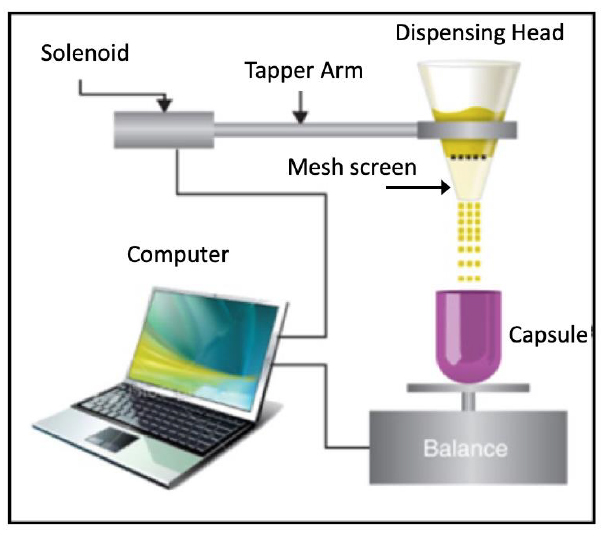
A etapa final do processo de fabricação é o enchimento. Os frascos pré-esterilizados são preenchidos com um volume fixo de suspensão usando um sistema totalmente automatizado e, em seguida, selados com uma rolha e tampa.
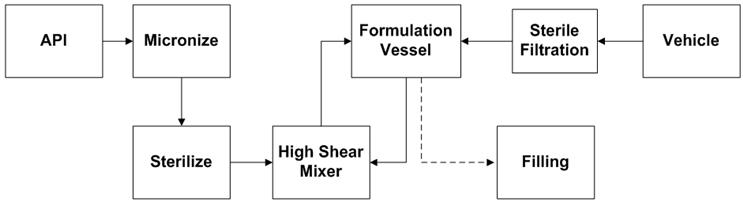
Figura 1: Fluxograma do processo de formulação de suspensão estéril
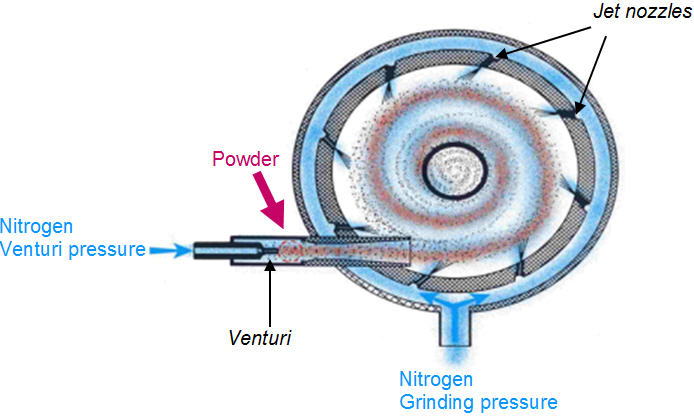
Figura 2: Diagrama esquemático do processo de micronização usando um moinho de jato de fluido [1]
Características API
O tamanho da partícula desempenha um papel fundamental na estabilidade das suspensões. As partículas grandes têm uma taxa de sedimentação mais rápida, de acordo com a lei de Stokes, e podem obstruir a agulha durante a retirada da suspensão do frasco ou na injeção, resultando em dosagem inadequada. As partículas finas, por outro lado, formam um bolo no fundo do frasco que é difícil de se dispersar se não forem devidamente unidas durante a formulação.
Além disso, a distribuição do tamanho de partícula impacta a taxa de dissolução da substância medicamentosa, conforme descrito pela equação de Noyes-Whitney:
dC / dt = (C s -C) DA / Vh (1)
onde, dC / dt = taxa de dissolução, D = coeficiente de difusão, A = área de superfície da partícula, C s = solubilidade, C = concentração no tempo t, V = volume de solução e h = espessura da camada limite. À medida que o tamanho das partículas é reduzido, a área superficial aumenta, aumentando assim a taxa de dissolução e, consequentemente, a biodisponibilidade.
Formulação do veículo
Os principais componentes de um veículo de base aquosa são:
- um agente umectante para substituir a interfase ar-sólido por uma interfase líquido-sólido
- um surfactante para formar uma suspensão termodinamicamente estável, superando as forças de atração interpartículas do tipo Van Der Waals
- cloreto de sódio para isotonicidade
- um conservante como o álcool benzílico
- antioxidante e
- um tampão se o controle de pH for necessário
O polietilenoglicol 3350 (PEG) é um surfactante não iônico solúvel em água que tem a fórmula química HO (CH 2 CH 2 O) nH e é comumente usado na formulação do veículo para fornecer estabilização estérica da suspensão. Os segmentos de polímero PEG, referidos como cadeias de "ancoragem", adsorvem à superfície das partículas de API para formar uma camada de adsorção. A espessura dessa camada depende de vários parâmetros, como concentração do polímero, solvência do meio, temperatura e peso molecular do polímero. Os outros segmentos, denominados cadeias estabilizadoras ou “caudas” estendem-se para a solução [3]. Essas caudas se interconectam para formar uma ponte entre as partículas, resultando em floculação controlada. Uma comparação entre a distribuição do tamanho de partícula do API antes e depois da formulação ilustra claramente o fenômeno de ponte (Figura 3). Observe que as suspensões que contêm partículas extremamente finas (nanopartículas) são geralmente estáveis e não requerem a adição de surfactantes. O movimento browniano das partículas neutraliza a força gravitacional de modo que as partículas permanecem suspensas na mídia. À medida que as partículas se tornam mais grossas, elas se assentam e formam sedimentos compactos que são difíceis de se dispersar novamente se nenhum surfactante for adicionado ao veículo [4]. Se um surfactante for adicionado, no entanto, o pó sedimenta como partículas frouxamente ligadas que são fáceis de dispersar novamente.
A concentração de surfactante desempenha um papel crítico na redispersibilidade da substância medicamentosa. Adicionar mais do que a quantidade ideal pode ter efeitos adversos, como endurecimento. A Figura 4 compara a distribuição de tamanho de partícula de suspensões em níveis crescentes de um surfactante iônico. O tamanho médio das partículas da suspensão diminuiu de 23,5µ para 9,2µ e para 3,9µ, conforme a concentração de surfactante aumentou de 0,117 mg / mL para 0,233 mg / mL e para 1,165 mg / mL, respectivamente. Uma tendência semelhante foi observada para a altura do fármaco sedimentada (SDH), definida como o volume de API sedimentado sobre o volume total da suspensão e é considerada um marcador de redispersibilidade. O SDH diminuiu de 51% em uma concentração de surfactante de 0,117 mg / mL para 12% em uma concentração de surfactante de 1,165 mg / mL. Adicional,
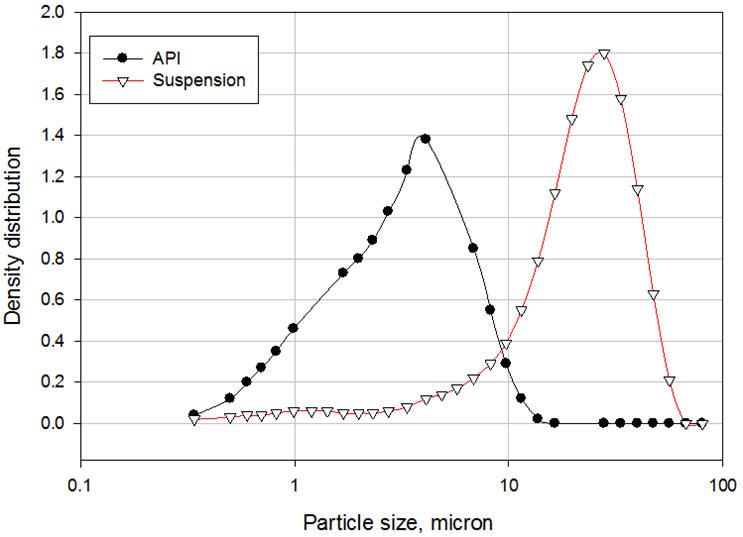
Figura 3: Distribuição de tamanho de partícula de API e suspensão
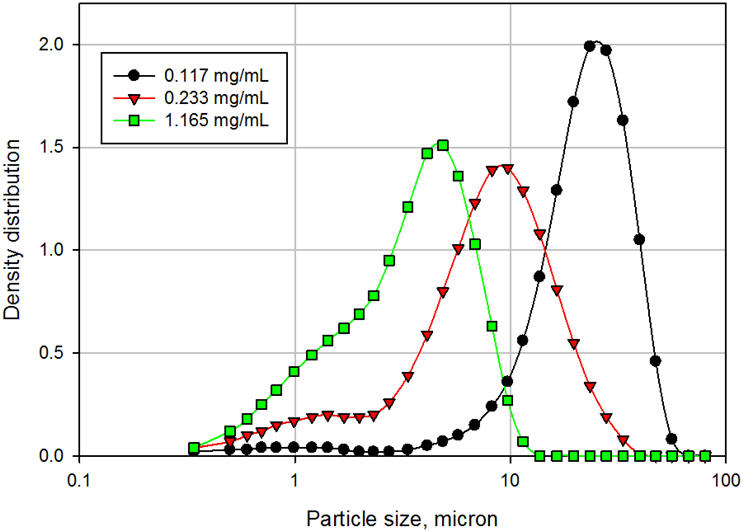
Figura 4: Distribuição de tamanho de partícula de suspensões em função da concentração de surfactante
PEG e tensoativos semelhantes, como polissorbatos, no entanto, são conhecidos por serem suscetíveis à autoxidação para formar hidroperóxidos, seguido por degradação da cadeia em subprodutos, como ácido fórmico. Donbrow et al. [5] mostraram que soluções aquosas de Polissorbato 20 degradam devido à autoxidação, e a degradação está associada a um aumento no número de peróxidos e uma queda no pH devido à formação de ácido. A taxa de formação de ácido aumentou em temperaturas mais altas. Em um estudo semelhante, Donbrow et al. [6] concluíram que os ácidos fórmico e acético foram formados devido à degradação da extremidade do polioxietileno hidrofílico de surfactantes não iônicos. Esses ácidos são formados na etapa de terminação da degradação de radical livre da porção oxietileno. Concluiu-se também que a taxa de formação de ácido aumentou com a temperatura de incubação mais elevada.
O seguinte mecanismo foi sugerido:
| Iniciação | RH → R . + H . |
| Propagação | R . + O 2 → ROO .
ROO . + RH → ROOH + R . |
| Terminação | 2ROO . → Produtos inativos
ROO . + R. → Produtos inativos |
Na etapa de iniciação, os radicais livres são formados devido à luz, calor, iniciadores químicos ou catalisadores. No segundo passo, a propagação, o carbono à base de radicais (R . ) Reage com o oxigénio, formando um peróxido orgânico (ROO . ), O qual reage com o substrato (RH) para produzir um ácido e um novo radical de carbono de repetir os passos de propagação . Na etapa de terminação, os radicais livres são desativados por colisões bimoleculares [5-7].
Além da queda do pH, a degradação do surfactante pode resultar no espessamento da suspensão, levando a problemas de uniformidade de conteúdo. Para lidar com a queda do pH causada pela degradação oxidativa do PEG, o ar no espaço superior do frasco é substituído por nitrogênio ou um agente tampão é adicionado à formulação.
Mistura de alto cisalhamento
A fim de molhar e dispersar totalmente o API no veículo, a mistura de alto cisalhamento é necessária para que os surfactantes possam adsorver com eficácia na superfície de cada partícula. Vários tipos de misturadores de alto cisalhamento podem ser usados. Misturadores do tipo rotor-estator em lote (por exemplo, IKA ® , Silverson ® , Ystral ® ) são geralmente usados em tanques de produção de laboratório, piloto e de pequeno volume. Para equipamentos de grande escala, misturadores em linha, como Tri-Blender ® ou Ystral TDS ®(sistema de transporte e dispensação) são usados. No projeto Tri-Blender [8], uma bomba centrífuga é usada para puxar o pó de um funil localizado no topo através de um tubo difusor em uma câmara de mistura onde o rotor está localizado. O veículo é bombeado do tanque de formulação e entra tangencialmente através de um tubo externo para a câmara de mistura. A suspensão é então devolvida ao tanque. No sistema TDS [9], o pó é introduzido verticalmente por alto vácuo gerado por um rotor de alta velocidade. O líquido (veículo) é retirado do fundo do tanque de formulação para a câmara de distribuição do lado oposto da entrada do pó. Na câmara de dispersão, o pó é disperso no líquido sob taxas de cisalhamento muito altas e a suspensão é reciclada para o tanque.
Uma nova tecnologia promissora que pode ser usada tanto para mistura de alto cisalhamento quanto para redução do tamanho de partícula é o Microfluidizer ®Processador. Uma vantagem importante dessa tecnologia é a eliminação da etapa de micronização que exige muita mão de obra. Consequentemente, a redução de tamanho e a formulação podem ser realizadas em uma etapa. O componente central desta tecnologia é a câmara de interação. A câmara possui microcanais com dimensões tão pequenas quanto 50 µ, através dos quais o fluido flui a velocidades de até 500 m / s. O exterior da câmara é feito de aço inoxidável, enquanto o interior é feito de diamante ou cerâmica. Um diagrama esquemático do Processador do Microfluidizador é mostrado na Figura 5 [10]. O veículo e as partículas API grosseiras são adicionados a um recipiente de alimentação. A bomba intensificadora empurra a suspensão através da câmara de interação a pressões de até 40.000 psi. As altas forças de cisalhamento, colisão partícula-partícula e colisão partícula-parede resultam na redução do tamanho da partícula. A suspensão é resfriada por um trocador de calor e coletada em um recipiente de recebimento ou reciclada para o recipiente de alimentação para mais passagens, dependendo do tamanho de partícula alvo. Esta tecnologia pode reduzir o tamanho das partículas para menos de 1 µ.
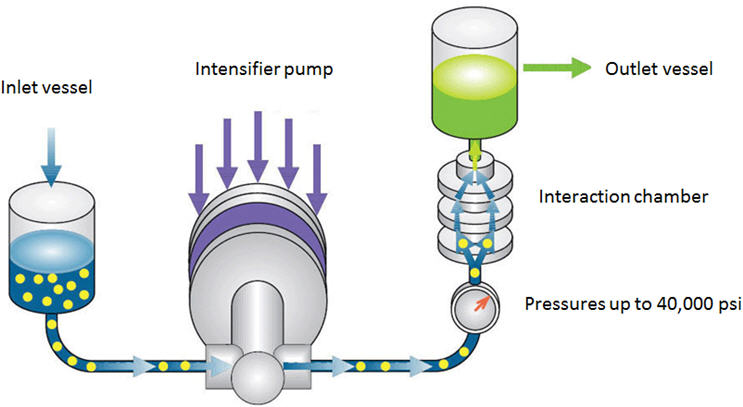
Figura 5: Diagrama esquemático do processador do microfluidificador [10]
Um exemplo típico da aplicação do Processador de Microfluidificador na fabricação de suspensões é discutido aqui. O veículo e o pó de API grosso não moído foram adicionados a um recipiente de alimentação agitado do Microfluidizer Processor modelo 110-EH em escala piloto. A suspensão foi recirculada através da câmara de interação H10Z que possui micro canais de 100μ a uma pressão de 20.000 psi por 6 minutos. As amostras foram removidas após 2, 4 e 6 minutos de recirculação para medir a distribuição do tamanho das partículas por difração de laser. Para medir o tamanho das partículas primárias, as amostras foram sonicadas por 30 segundos para quebrar a ponte entre as partículas. Os resultados são apresentados na Figura 6. O tamanho médio de partícula diminuiu de 157,71 µ para o API não moído para 5,89 µ após apenas 2 minutos de recirculação. Após 4 e 6 minutos de recirculação, o tamanho médio das partículas caiu para 3,35µ e 2,73µ, respectivamente. A suspensão final teve excelente redispersibilidade, exigindo apenas 1 inversão para suspender totalmente o API após 24 horas de sedimentação. Além disso, a suspensão passou no teste padrão de seringa. A ligação das partículas na suspensão final é claramente ilustrada na Figura 7. O tamanho médio das partículas da suspensão antes da sonicação (como está) era de 12,31 µ. Após a sonicação, o tamanho médio das partículas foi de 2,73 µ, o que representa o tamanho das partículas primárias. A ligação das partículas na suspensão final é claramente ilustrada na Figura 7. O tamanho médio das partículas da suspensão antes da sonicação (como está) era de 12,31 µ. Após a sonicação, o tamanho médio das partículas foi de 2,73 µ, o que representa o tamanho das partículas primárias. A ligação das partículas na suspensão final é claramente ilustrada na Figura 7. O tamanho médio das partículas da suspensão antes da sonicação (como está) era de 12,31 µ. Após a sonicação, o tamanho médio das partículas foi de 2,73 µ, o que representa o tamanho das partículas primárias.
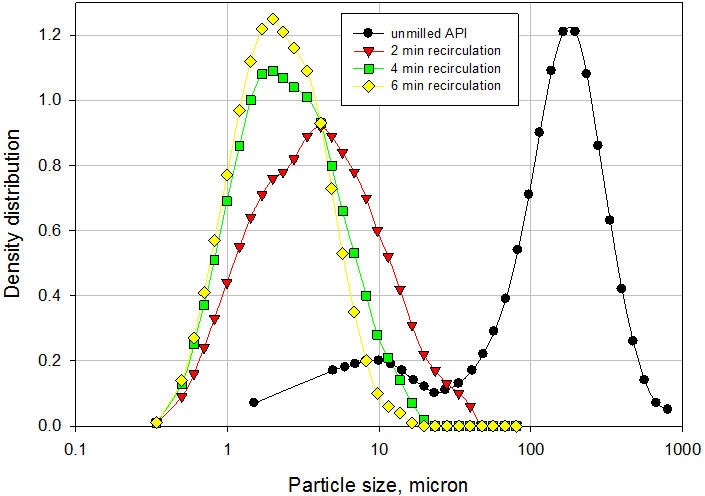
Figura 6: Distribuição de tamanho de partícula de suspensão formulada usando o Processador de Microfluidificador
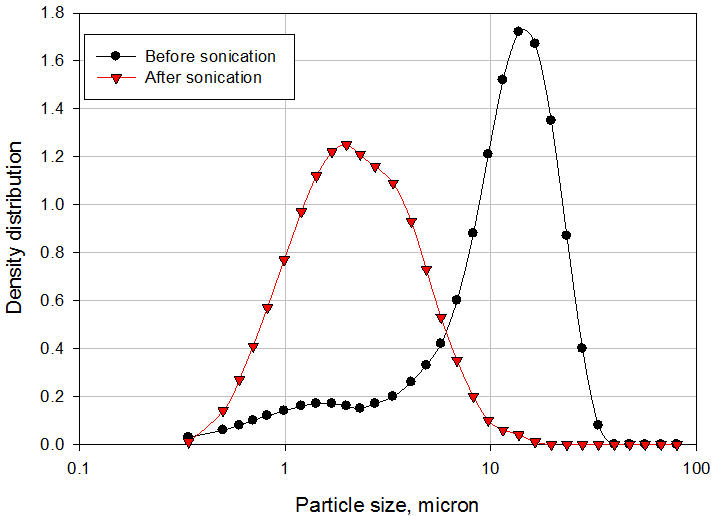
Figura 7: Distribuição de tamanho de partícula de partículas primárias e em ponte
Simulação de dinâmica molecular
A simulação de dinâmica molecular (MD) é um método em mecânica estatística que envolve a solução da segunda lei do movimento de Newton sob certas restrições para todos os átomos e moléculas no sistema em estudo. Simulações de MD podem ser usadas para prever o mecanismo de adsorção e a cinética de um surfactante na superfície de cristais API. Usando o campo de força CHARMM36 [11] e o servidor CgenFF [12] para os parâmetros e arquivos de topologia do PEG e do API, simulações MD foram realizadas para investigar a adsorção de cadeias de PEG 25-mer na superfície de um cristal de corticosteroide. Instantâneos de moléculas de PEG com todos os seus átomos em vermelho em uma solução aquosa no tempo = 0 e após 6 nanossegundos são ilustrados na Figura 8 (parte superior) e (parte inferior), respectivamente. As contas cinzentas representam átomos nas moléculas de corticosteróides em placas de cristal em ambos os lados. Moléculas de água não são mostradas para maior clareza. Essas simulações apoiam claramente o mecanismo discutido anteriormente. Um lado da molécula de PEG (provavelmente o hidrofóbico) se adsorve na superfície do cristal enquanto o outro lado (provavelmente o hidrofílico) se estende no líquido.
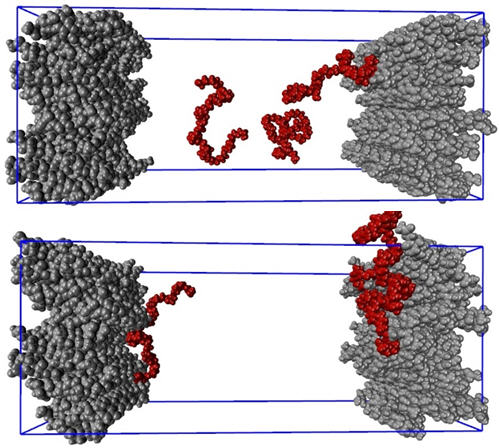
Figura 8: Adsorção da cadeia PEG 25-mer (vermelha) no cristal API (pilhas cinza em ambos os lados)
Resumo
As principais operações unitárias na fabricação de suspensões aquosas estéreis são a redução do tamanho das partículas, formulação do veículo, esterilização e mistura de alto cisalhamento. Todas essas operações podem afetar as propriedades, bem como a estabilidade das suspensões. A taxa de dissolução e a taxa de sedimentação da substância medicamentosa são função do tamanho da partícula. O tipo e a concentração de surfactantes usados na formulação influenciam a capacidade de ressuspensão da suspensão. A mistura de alto cisalhamento é a chave para umedecer e dispersar as partículas durante a formulação.
Referências
- www.dec-group.net
- MP Kane, K. Tsuji. Esquema de degradação radiolítica para corticosteróides 60 co-irradiados. Journal of Pharmaceutical Sciences, 72 (1), 1983.
- T. Tadros. Forças de interação entre partículas contendo camadas de polímero enxertadas ou adsorvidas. Advances in coloidal Interface Science, 104, 2003.
- T. Tadros. Controle de estabilidade / floculação e reologia de suspensões concentradas. Pure & Appl.Chem., 64 (11), 1992.
- M. Danbrow, E. Azaz, A. Pillersdrof. Autoxidação de polissorbatos. J. Pharm. Sci., 67 (12), 1978.
- M. Danbrow, R. Hamburger, E. Azaz, Pillersdorf. Desenvolvimento da acidez em surfactantes não iônicos: ácido fórmico e ácido acético. Analyst, 103, 1978.
- B. Kerwin. Polissorbato 20 e 80 Usado na Formulação de Proteínas Bioterapêuticas: Estrutura e Vias de Degradação. J. Pharm. Sci, 97 (8), 2008.
- Boletim técnico. Tri-Clover, Inc.
- http://ystral.com/
- www.microfluidicscorp.com .
- http://mackerell.umaryland.edu/charmm_ff.shtml#gromacs
- https://cgenff.paramchem.org/
Fonte: Pfizer CentreOne Contract Manufacturing