Os excipientes adquiridos de fornecedores diferentes se comportam da mesma maneira?
O Mixer Torque Rheometer pode ser usado para avaliar o comportamento de excipientes adquiridos de diferentes fornecedores.
fundo
Excipientes de diferentes lotes ou fornecedores podem variar em qualidade e muitas vezes é necessário realizar uma avaliação de pré-formulação para cada lote de excipiente recebido. Em alguns casos, os excipientes de diferentes fornecedores exigem uma avaliação comparativa de sua funcionalidade equivalente. Neste tipo de avaliação, o Mixer Torque Rheometer pode ser uma ferramenta inestimável para avaliar o desempenho potencial dos excipientes recebidos, em particular para auxiliares de esferonização.
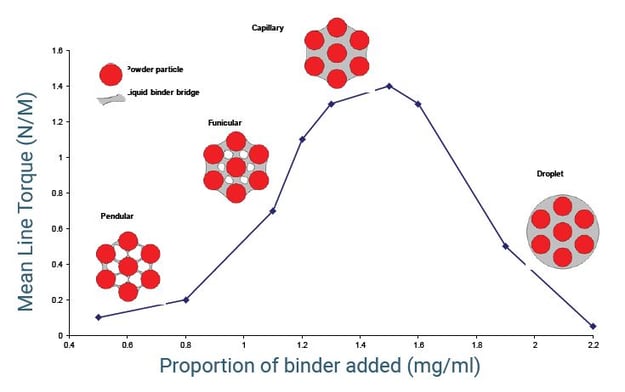
Fig 1. Exemplo de curva MTR mostrando a relação entre o torque médio da massa úmida com adição de líquido umedecedor e quatro fases de interação líquido-sólido
Introdução
Os pellets são comumente produzidos por extrusão e esferonização. A celulose microcristalina (MCC) e a polivinilpirrolidona reticulada (XPVP) têm sido relatados como auxiliares de esferonização muito bons [1]. Para os dois excipientes, muitas marcas e qualidades estão disponíveis comercialmente. Diferentes empresas geralmente usam matérias-primas de diferentes fontes e empregam diferentes técnicas de processamento ou condições para fabricar seus excipientes. Mesmo com o mesmo processo e matérias-primas, existirá variabilidade de lote para lote. Portanto, as variabilidades em diferentes graus e lotes do mesmo excipiente são inevitáveis.
O MTR pode ser uma ferramenta de pré-formulação útil para caracterizar excipientes, em particular auxiliares de esferonização e classificá-los em vários grupos de acordo com seu desempenho na produção de pellets. Para o processo de extrusão-esferonização, a adição de água a uma mistura de pó para produzir uma massa úmida é necessária de modo a produzir uma massa de pó que seja suficientemente coesa. O MTR pode ser usado para caracterizar essa coesão, determinando o comportamento reológico da massa úmida [2].
Como o MTR envolve adicionar líquido à mistura de pó e misturá-los usando lâminas rotativas, a coesividade da mistura de pó estará relacionada à resistência nas lâminas de mistura e o torque resultante é medido e registrado. Os valores de torque são usados para descrever quantitativamente essa coesão. Com base neste princípio, uma curva mostrando a relação entre o torque médio e a adição de líquido pode ser gerada. Outro parâmetro, energia cumulativa de mistura, que descreve a entrada de energia total, também foi usado para avaliar o efeito das variações de grau do MCC na coesão e no comportamento reológico da massa úmida.
Estudo de Caso 1
Soh et al. avaliaram onze graus diferentes de MCC, coletados de diferentes empresas de excipientes em seu estudo [3]. A lactose também foi usada no estudo, uma vez que as misturas de MCC-lactose são comumente usadas para produzir pellets. O torque máximo de MCC [Torquemax (MCC)], torque máximo de mistura [Torquemax (mistura)], energia cumulativa de mistura de MCC [CEM (MCC)] e energia cumulativa de mistura de misturas [CEM (mistura)] foram medidos. O conteúdo de água usado variou de 75% - 175% (p / p) para MCC e 25-55% (p / p) para misturas. Os peletes foram produzidos usando misturas 3: 7 de MCC: lactose e 25, 30, 35, 40 e 45% (p / p) de água. As propriedades reológicas medidas (parâmetros de torque) foram ainda correlacionadas com os graus de MCC e seus respectivos pellets.
O estudo foi fundamental para entender as características das partículas de MCC considerando sua saturação de líquido. Por exemplo, em menores quantidades de água usada, MCCs menos porosos, mais densos e mais cristalinos resultaram em torques maiores e, portanto, mais energia foi necessária para a mistura. Além disso, foram encontradas boas correlações entre as propriedades reológicas dos MCCs e MCC: misturas de lactose com as propriedades dos pellets produzidos, particularmente aqueles produzidos a 30 e 35% (p / p) de água.
Bacia e lâminas do reômetro de torque do misturador
Foi facilmente identificado que as propriedades físicas dos pellets preparados por MCC: blends de lactose podem ser comparadas com as propriedades reológicas dos graus de MCC e não foi necessário caracterizar a mistura binária. Assim, sem a necessidade de preparar a mistura de MCC: lactose para caracterização reológica, o tempo de análise poderia ser economizado na fase de análise de pré-formulação. Foi ainda identificado que as propriedades reológicas caracterizadas pelo MTR podem representar o grau de MCC de forma mais abrangente do que qualquer parâmetro de caracterização física único de MCC.
O estudo provou que o MTR pode ser uma ferramenta de pré-formulação poderosa para caracterizar auxiliares de esferonização e predizer as propriedades dos pellets a serem fabricados por extrusão-esferonização.
Estudo de Caso 2
Outro estudo, caracterizando diferentes graus de MCC usando MTR, confirmou ainda mais sua adequação como uma ferramenta de pré-formulação [4]. As propriedades reológicas de diferentes graus de MCC foram estudadas e o valor de torque médio foi usado para comparação de diferentes graus de MCC. Dois graus padrão de MCC com distribuição de tamanho de partícula semelhante foram obtidos de duas fontes diferentes e comparados.
Na maioria das vezes, os valores médios de torque foram menores para o MCC obtido de uma fonte do que para o MCC obtido de outra fonte. Essas diferenças nos valores médios de torque sugerem diferenças potenciais nas interações MCC-água, que podem impactar a qualidade do produto final do pellet. Assim, o desempenho do MCC obtido de diferentes fontes pode ser avaliado com base na caracterização reológica por meio de um reômetro de torque misturador.
CONCLUSÕES
A energia cumulativa da mistura, um parâmetro de torque medido pelo Mixer Torque Rheometer, classificou os excipientes em grupos por seu desempenho previsto.
A qualidade dos pellets produzidos usando diferentes graus de MCC pode ser prevista usando os valores de torque medidos.
O valor médio do torque mostrou ser outro parâmetro importante para avaliar as funcionalidades e o desempenho dos auxiliares de esferonização.
REFERÊNCIAS
[1] Sarkar S, Heng PWS, Liew CV. Insights sobre a funcionalidade do auxílio da peletização na peletização por extrusão-esferonização. Pharm Dev Technol 2013; 18 (1): 61-72. [2] Hancock BC, York P, Rowe RC, et al. Caracterização de massas úmidas usando um reômetro de torque misturador: 1. Efeito da geometria do instrumento. Int J Pharm 1991; 76 (3): 239-45. [3] Soh JLP, Liew CV, Heng PWS. Parâmetros reológicos de torque para prever a qualidade do pellet em extrusão-esferonização. Int J Pharm 2006; 315 (1-2): 99-109. [4] Luukkonen P, Schæfer T, Hellén L, et al. Caracterização reológica de massas úmidas de celulose microcristalina e celulose microcristalina silicificada usando um reômetro de torque misturador. Int J Pharm 1999; 188 (2): 181-92. Ver 00129
O processamento de extrusão tem como objetivo a fabricação contínua de produtos homogêneos e estruturados. Devido à sua imensa adaptabilidade, a extrusão tem sido amplamente utilizada em diversos campos. Ele está sendo adotado mais recentemente pela indústria farmacêutica em um ritmo sem precedentes para atender a várias necessidades de formulação e fabricação de medicamentos. O processo de extrusão de dupla rosca pode ser usado não apenas para fabricar novos sistemas de distribuição de medicamentos, mas também para substituir os processos de granulação em lote. Durante a extrusão, mistura (s) em pó ou uma mistura granular é compactada, forçada através de um orifício sob condições controladas e finalmente convertida em um produto com forma e densidade definidas. Comparado a um processo de lote tradicional,
Extrusão de Hot Melt
HME evoluiu para uma tecnologia capacitadora
Como um processo de fabricação contínua, a extrusão foi cimentada na fabricação de produtos farmacêuticos na década de 1980 com o lançamento no mercado de verapamil de liberação sustentada, que contém ingrediente farmacêutico ativo cristalino (API) incorporado em polímeros. Após o lançamento do Verapamil, os pesquisadores se voltaram para a extrusão de fusão a quente (HME) como uma tecnologia capacitadora eficaz para a fabricação de dispersões sólidas amorfas (ASDs) para compostos pouco solúveis. Durante o HME, uma mistura de pó consistindo em API cristalino e polímero (s) é transformada em um extrudado, que contém API disperso molecularmente em uma matriz polimérica. O extrudado pode ser moldado diretamente ou subsequentemente convertido em grânulos ou pelotas para processamento posterior. ASDs projetados racionalmente podem alcançar maior solubilidade aparente e melhor biodisponibilidade.
Por ser um processo contínuo, a extrusão é uma opção econômica e eficiente para reduzir o tempo de produção. Além disso, como o HME é uma tecnologia madura, também é mais escalonável com um controle de processo mais rígido. Em comparação com outras técnicas de fabricação de ADSs, como a secagem por spray, o HME oferece grandes vantagens de pegada menor e processo sem solvente.
A fabricação bem-sucedida de produtos ASD usando HME requer uma compreensão completa das características da formulação, seleção adequada de equipamentos e caracterização abrangente de cada estágio do processo de extrusão. Portanto, é sensato fazer parceria com uma organização de fabricação contratada (CMO) experiente para a entrega de um medicamento consistente e de alta qualidade para entrada no mercado em tempo hábil.
A caracterização completa é essencial para um HME eficaz
Para que o HME atinja seu objetivo pretendido de fabricação de formulações de ASD, a caracterização detalhada de cada aspecto da formulação de ASD é essencial para garantir um processo robusto e qualidade do produto. As propriedades físico-químicas do API, incluindo, mas não se limitando a, solubilidade, temperatura de fusão, estados sólidos, lipofilicidade e estabilidade devem ser completamente caracterizadas. Atenção também deve ser dada à escolha do polímero e suas propriedades. Um polímero ideal deve demonstrar características químicas e físicas adequadas, como propriedades de fluxo, compressibilidade e comportamento termoplástico, incluindo uma temperatura de transição vítrea (Tg) adequada, propriedades reológicas e boa estabilidade térmica. Muitas vezes, um surfactante também é incorporado em uma formulação de ASD para aumentar a carga de droga, aumentar ainda mais a taxa de dissolução, e facilitar o processo de extrusão reduzindo a temperatura do processo. Como a separação de fases pode impactar significativamente a qualidade do produto HME, qualificar a miscibilidade entre todos os componentes na formulação e controlar os níveis de impureza de todos os componentes da formulação é extremamente importante.
A seleção do equipamento e o projeto do processo também podem impactar significativamente a qualidade de um produto HME. Um dos aspectos mais desafiadores no desenvolvimento de um processo de HME para a fabricação de um ASD é atingir o equilíbrio entre a obtenção de um ASD uniforme, fornecendo mistura e dispersão suficientes, enquanto minimiza a degradação da droga e / ou polímero. Um projeto de extrusora de duplo parafuso é favorável para aplicações farmacêuticas devido à sua capacidade superior de mistura e menor tempo de residência do material. A extrusão é uma operação unitária integrada que consiste em diferentes zonas funcionais (por exemplo, transporte, mistura, fusão, desgaseificação, modelagem, etc.). A interação entre as propriedades do material e a energia aplicada em diferentes zonas em toda a extrusora é bastante complicada e controles relevantes precisam ser identificados e implementados. Parâmetros de processo individuais,
Quality by Design (QbD) promove uma compreensão completa do produto e do processo de fabricação por meio de uma abordagem sistemática. Fundamentalmente, a qualidade do produto HME é determinada diretamente por parâmetros de sistema chave independentes de escala, incluindo energia específica, distribuição de tempo de residência e pressão. A implantação desses parâmetros de processo independentes de escala é uma maneira ideal de preencher a lacuna entre os atributos de qualidade e os parâmetros independentes de processo. O desenvolvimento do espaço de design em torno dos parâmetros-chave do sistema garante o aumento de escala do processo e flexibilidade de fabricação, mantendo os atributos de qualidade críticos. Além disso, a simulação de extrusão permite um aumento de escala do processo de baixo custo com alta confiança. A simulação de extrusão é particularmente útil quando a similaridade geométrica e as estratégias clássicas de aumento de escala não são aplicáveis.
Granulação Contínua
A granulação é um processo de formação / produção de materiais granulares a partir de substâncias sólidas em pó. O processo de granulação é amplamente utilizado na indústria farmacêutica para melhorar o fluxo, densidade, uniformidade e compressibilidade do material para processamento posterior. Os métodos de granulação podem ser categorizados em granulação úmida, granulação seca e granulação fundida. A seleção de um método apropriado é determinada pela natureza dos materiais de entrada. A granulação por fusão depende da amálgama de um agente de ligação com os materiais de entrada após aquecimento. Em contraste, a granulação úmida usa líquido e um aglutinante para iniciar a formação de agregados. Na granulação a seco, as partículas de pó primárias são normalmente agregadas por compactação e densificação sob alta pressão. A granulação tem sido tradicionalmente um processo em lote. Contudo, a granulação contínua tem recebido cada vez mais atenção, pois oferece vantagens significativas em termos de melhoria da eficiência e redução de custos relacionados ao desenvolvimento, aumento de escala e produção comercial. A AbbVie demonstrou que a granulação contínua por extrusão é uma opção viável para a fabricação de uma variedade de produtos. A granulação por extrusão pode eliminar a operação da unidade de mistura intragranulada alimentando diretamente o ingrediente individual para a extrusora usando alimentadores de perda de peso. Com um projeto de parafuso adequado e configuração de processo, a distribuição unimodal do tamanho de partícula dos grânulos pode ser alcançada sem um processo de moagem, o que pode otimizar significativamente o processo. A mistura eficiente em uma extrusora também permite um produto uniforme com menos solução aglutinante necessária para a granulação úmida, o que subsequentemente reduz o tempo de secagem.
A extrusão oferece muitos benefícios
Amplamente reconhecida por sua capacidade de melhorar a qualidade e as características de processamento de um medicamento, a extrusão é um processo estabelecido para o desenvolvimento de medicamento e fabricação comercial. Se você deseja melhorar a biodisponibilidade, aumentar a solubilidade, mascarar um sabor desagradável, modular a liberação do medicamento ou resolver problemas de estabilidade do medicamento, a extrusão pode ser usada para atingir esses objetivos e muito mais. Para discutir aplicações de extrusão ou para saber mais sobre como AbbVie CMO pode ajudar em seus esforços de desenvolvimento de medicamentos, entre em contato conosco pelo telefone 1-847-938-8524 ou visite www.abbviecontractmfg.com
quinta-feira, 13 de agosto de 2020
Pensamento crítico nas investigações da causa raiz: você está fazendo as perguntas certas?
O pensamento crítico é um daqueles termos sobre os quais ouvimos falar o tempo todo, mas às vezes temos dificuldade em simplesmente definir. Aqui está uma definição a considerar: o pensamento crítico é uma avaliação imparcial de um argumento (ou declaração) a fim de compreender totalmente o argumento e sua intenção, conclusão e a qualidade da evidência usada para apoiá-lo. De acordo com um relatório da consultoria McKinsey, as habilidades de pensamento crítico do pessoal são extremamente importantes para a administração ao tomar uma decisão de contratação. 1
Uma investigação de causa raiz é uma situação particular em que o pensamento crítico deve ser aplicado; há muitas outras oportunidades em que também pode ser usado. O foco do pensamento crítico está no argumento que alguém apresenta, por exemplo, ao declarar e defender por que você afirma que identificou corretamente a causa raiz de um desvio ou evento de qualidade.
O termo argumento , como é usado no pensamento crítico, não significa duas pessoas gritando uma com a outra, mas sim uma declaração (escrita ou falada) que tem o objetivo de persuadir ou convencer alguém de uma posição ou curso de ação em particular. A palavra tem suas raízes na palavra latina arguer, que significa “iluminar” ou “provar”. Em um relatório de investigação, o leitor deseja que você convença ou prove a eles que identificou a (s) verdadeira (s) causa (s) do evento indesejado.
Ao examinar criticamente um argumento, é necessário primeiro dissecar suas partes. Considere este parágrafo (adaptado de uma entrada da Wikipedia) e procure o problema, a conclusão do argumento e as razões para essa conclusão:
A aspirina, também conhecida como ácido acetilsalicílico (ASA), é um dos medicamentos mais usados em todo o mundo, com 40 a 120 bilhões de unidades de dosagem produzidas a cada ano. É uma droga importante e valiosa por causa de seus extensos efeitos no corpo humano. Por exemplo, é eficaz no tratamento de doenças inflamatórias, dores de cabeça e dores leves. Para uma pessoa com dor ou febre, eles geralmente começam a sentir alívio dentro de 30 minutos ou mais após a ingestão do medicamento. Como medicamento preventivo, a aspirina em baixas doses é tomada por pessoas com alto risco para reduzir a probabilidade de ataques cardíacos, derrames isquêmicos e coágulos sanguíneos.
Questão - por que este argumento (ou declaração) está sendo feito: A aspirina é um medicamento extremamente importante.
Conclusão - a mensagem (às vezes afirmada diretamente, às vezes - como aqui - implícita) que o escritor deseja que você aceite: Você pode se beneficiar com o uso de aspirina.
Razões - as evidências ou declarações usadas para apoiar a conclusão: é eficaz no tratamento de doenças inflamatórias, dores de cabeça e dores leves; atua rapidamente (“alívio em 30 minutos”); evita algumas condições médicas indesejáveis.
Agora examine este argumento usado em uma investigação de desvio hipotético e identifique seus elementos:
A causa dos comprimidos sujos que foram enviados como uma amostra de laboratório foi que o técnico de fabricação que pegou as amostras os jogou no chão, os retirou do chão e tentou soprar qualquer sujeira antes de colocá-los de volta no recipiente de amostra, mas o fez não diga a ninguém.
Problema - por que este argumento (ou declaração) está sendo feito: Fornecendo uma causa raiz para o desvio (ou seja, comprimidos que tinham “sujeira” neles).
Conclusão - a mensagem que o escritor quer que você aceite: Os comprimidos caíram, ficaram contaminados, recolhidos, colocados no recipiente de amostra ...
Razões - as evidências ou declarações usadas para apoiar a conclusão: [Nenhuma evidência fornecida.]
Quando um elemento-chave está faltando, o argumento apresentado não resiste a um exame minucioso. Neste exemplo, o leitor pergunta: “Como você sabe disso?” “Quais dados ou informações (como uma declaração do técnico, uma testemunha que observou a ação ou uma análise da“ sujeira ”) apoiam esta conclusão?”
Existem várias perguntas úteis que devemos fazer quando nos deparamos com uma afirmação que o ajudará a avaliá-la criticamente. 2 Essas perguntas podem ser usadas ao avaliar criticamente um relatório de investigação ou, mais amplamente, qualquer declaração ou argumento:
Existem palavras ou frases na declaração que sejam ambíguas e não claramente definidas ou específicas? Por exemplo, no último exemplo, a frase "comprimidos sujos" pode ser melhor escrita como, "[nome do produto] comprimidos com partículas não identificadas na superfície externa".
Que suposições são necessárias para ajudar a conectar as razões com a conclusão? No caso dos comprimidos, uma suposição óbvia é que os comprimidos “sujos” são indesejados e, portanto, é um desvio do que deveria ser.
Existem falácias ou fraquezas lógicas no raciocínio fornecido? Ao fazer um argumento, o escritor pode usar construções lógicas ou raciocínio fraco, como nestes dois exemplos a seguir: Se o argumento do tablet acima incluiu a frase, "O técnico envolvido é totalmente incompetente e está sempre bagunçando as coisas", o escritor está atacando a pessoa. Este tipo de raciocínio impróprio é chamado de ad hominemfalácia. Outra falácia lógica é confundir a associação de dois eventos com causalidade. Se, por exemplo, Pat, que teve contaminação microbiana em sua bata após um enchimento asséptico, está trabalhando em um preenchimento de mídia (ou seja, simulação de processo asséptico) que falha, isso não significa que ele o causou. Pode haver muitos outros fatores - problemas de HVAC, outras pessoas, recipientes contaminados - que podem ser a causa. Este é um exemplo da falácia post hoc . Associação não é causalidade.
Qual é a qualidade das evidências fornecidas? Este é um dos mais importantes quando se trata de argumentos técnicos e científicos. Quão bons são os dados? Qual o tamanho da amostra? Como as amostras foram coletadas? A evidência usada é citada em fontes primárias confiáveis?
Qual é a credibilidade do autor / palestrante? Qual é o nível de experiência do escritor ou palestrante? Eles são um especialista que trabalha na área há muito tempo? A quais organizações a pessoa é afiliada? A pessoa que está prestando a declaração é reconhecida por outros especialistas como tendo conhecimento atual na área? O artigo ou declaração foi revisado por pares e publicado em um periódico respeitável? Outras fontes ou especialistas confiáveis estão de acordo?
Poderia haver outra explicação razoável para o evento? Por exemplo, o recipiente da amostra poderia ter sido contaminado? O equipamento de compressão foi comprometido de alguma forma? (Ao escrever um relatório de investigação, é muito útil revisar o que foi examinado, mesmo que nada tenha sido encontrado. Isso é chamado de "relatar informações negativas".)
As estatísticas são usadas corretamente? O termo “média” é usado ou é uma palavra mais precisa, como “média”, “mediana” ou “modo”? Ao descrever a diferença entre os valores, os resultados reais são fornecidos (por exemplo, 20 e 25) ou a diferença percentual (por exemplo, mudança de 25%)? Eles pretendem esclarecer ou enganar?
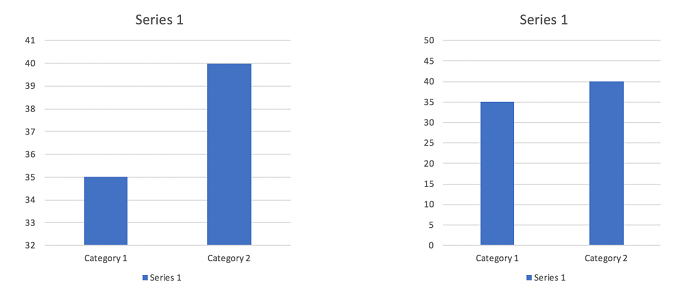
Se gráficos ou figuras estão presentes, eles distorcem o verdadeiro significado de alguma forma? Por exemplo, os eixos estão claramente identificados? Eles são lineares, começando em “0” ou começam de forma a enfatizar a diferença entre as categorias (veja a Figura 1)?
Figura 1: Representando graficamente os mesmos dados de duas maneiras - com uma alteração da escala no eixo y.
O pensamento crítico, principalmente no início, exige um pouco de energia e tempo extras do cérebro, mas quanto mais você o faz, melhor você se torna. Ao ler seu próprio trabalho ou ouvir os argumentos que apresenta, você começará a aprimorá-los e torná-los mais fortes.
É mais importante hoje do que nunca, em nossa vida profissional e pessoal, aplicar o pensamento crítico ao que ouvimos e lemos. Em alguns casos, os escritores e palestrantes podem simplesmente não estar cientes ou serem negligentes em como estão fornecendo informações ou não perceberem a importância de fazer um caso sólido para o que causou o evento indesejado. Em outras situações, há uma intenção definitiva de enganar.
À medida que escrevemos ou revisamos uma investigação de causa raiz, cabe a cada um de nós desafiar as informações que recebemos e ver se ela resiste a ter uma luz crítica sobre ela.
Brown, MN, Keeley, SM (2015). Fazer as perguntas certas: um guia para o pensamento crítico. 11 th Edition. Essex, Inglaterra: Pearson.
Sobre o autor:
James Vesper, Ph.D., MPH é diretor da ValSource com foco em aprendizagem, treinamento, gestão de riscos de qualidade e investigação de erros. Com mais de 35 anos de experiência farmacêutica, ele iniciou sua carreira na Eli Lilly and Company e, em seguida, iniciou a empresa de consultoria LearningPlus. Vesper trabalhou globalmente com empresas farmacêuticas, agências regulatórias e a Organização Mundial da Saúde. Ele acaba de concluir seu sexto livro, GMP Root Cause Investigations and Corrective Actions: A Clear and Simple Guide , disponível no PDA / DHI. Ele pode ser contatado em jvesper@valsource.com .
Moagem na fabricação de comprimidos
Última atualização em
Preparar ingredientes para fazer comprimidos é muito mais crítico do que a maioria acredita. O principal objetivo na moagem é reduzir o tamanho das partículas para dentro de uma faixa específica, minimizando a geração de finos(Partículas de poeira). A distribuição de tamanho de partícula (PSD) é essencial para o fluxo, compressão, ejeção, friabilidade, desintegração, dissolução, tempo de inatividade da máquina, trocas, rendimentos, atributos de qualidade do produto e, mais importante, pesos dos comprimidos. Apesar do papel central e essencial do fresamento no chão de fábrica, muitas vezes é esquecido em discussões de operações críticas. Não é a mais emocionante das operações unitárias, mas é muito mais importante do que a maioria acredita. Quando trabalhei na manufatura, colocamos pessoas no departamento de moagem quando elas não eram boas em mais nada, dispensando-as ao longo das linhas de: “Aqui, leve este produto para aquele pequeno armário e moa-o”. Olhando para trás, isso foi um grande erro. O que se passava naquela sala poderia estar totalmente errado!
A maioria dos procedimentos operacionais padrão (POPs) são vagos e os resultados foram indefinidos e, em sua maioria, ignorados. Como um operador sabe se moeu com sucesso um lote de produto? Eles não; os resultados normalmente nem são evidentes até que tentemos fazer o tablet. A única métrica real para a qualidade da moagem em si é a análise da peneira. No entanto, quando se trata de fazer um bom comprimido, a moagem adequada pode realmente fazer toda a diferença no mundo. A redução adequada do tamanho das partículas de todos os ingredientes é uma tarefa verdadeiramente crítica que requer habilidade e atenção cuidadosa aos detalhes.
Selecionar o moinho certo para o trabalho e usá-lo corretamente pode fazer a diferença entre uma execução de produção de comprimidos bem-sucedida e uma difícil. Existem muitas características principais que afetam a qualidade do tablet, como conteúdo de umidade, morfologia, polaridade, densidade aparente e densidade derivada, mas a mais crítica é o PSD. Determinar o PSD ideal e alcançá-lo por meio de uma fresagem adequada é um verdadeiro indicador de qualidade. Mesmo fresadoras idênticas funcionando lado a lado - mesma marca e modelo com a mesma tela e funcionando na mesma rotação - podem produzir resultados totalmente diferentes. O diabo está nos detalhes.
Há uma relação direta entre PSD e desempenho quando se trata de fazer tablets. Como regra geral, queremos que o PSD fique entre 850 µ (malha 20) e 75 µ (malha 200). Há uma advertência aqui: podemos permitir uma pequena porcentagem de partículas menores que 200 mesh ou 75 µ, mas não podemos permitir partículas maiores que 20 mesh ou 850 µ para comprimidos orais de dosagem sólida. Nós nos referimos a partículas menores que 200 mesh (75µ) como finos .
As multas não fluem de maneira previsível, o que impacta diretamente no controle de peso do tablet. Os finos não se comprimem tão bem quanto as partículas maiores, que afetam a dureza e a friabilidade do comprimido. Finos são as partículas que causam manchas pretas e são o principal motivo da contaminação cruzada. As multas são o inimigo. Eles são o fator determinante para a longevidade de uma tiragem de produção. Embora normalmente se pense que o tamanho do lote é o principal preditor de quantas vezes uma prensa de comprimidos deve ser interrompida para limpeza, esse é um erro comum. A frequência com que uma prensa de comprimidos precisa ser limpa depende principalmente de quão livre de poeira –– ou finos –– o lote está. Muitas empresas têm procedimentos em vigor para permitir uma pequena limpeza ou limpeza parcial. Essa “limpeza em processo” visa eliminar os efeitos dos finos.
Em geral, a maioria dos lotes contém muitos finos. Prolongar a execução da prensa de comprimidos para chegar ao final do lote é normalmente quando ocorrem problemas. Os defeitos dos comprimidos, como manchas pretas, são apenas a ponta do iceberg; continuar a funcionar quando a lubrificação do punção é absorvida pelos finos cria punções apertados, gerando calor e, por fim, danificando os cames, rolos de pressão e torre da prensa de comprimidos. Os efeitos dessas partículas finas reduzem os lucros em geral. Nós realmente precisamos rechaçar os fornecedores de ingredientes e fabricantes de API para enfatizar que existe algo como um "ingrediente para comprimidos". Todo mundo fala sobre compressão direta, mas poucos sabem o que “grau de tablet” - no sentido de alcançar qualidade suficientemente alta para evitar problemas nas operações de tablet - realmente significa.
Em geral, os ingredientes farmacêuticos ativos (APIs) e os excipientes (ingredientes não ativos usados para melhorar um ou mais atributos do comprimido) provavelmente contêm finos excessivos. Quando se trata de preparar ingredientes para fabricação, existem três métodos principais de processamento: mistura direta, granulação a seco e granulação úmida. Um dos principais objetivos da granulação a seco ou úmido é eliminar finos.
Ingredientes de mistura direta (também conhecida como compressão direta) significa que os ingredientes são “grau de comprimido”, o que é definido como tendo menos de 20% de finos. No entanto, se as preparações de ingredientes requerem processos de granulação, então ingredientes com uma porcentagem maior de finos são aceitáveis, porque eles serão granulados. Este termo granulado significa que as partículas são unidas por um processo úmido ou seco para formar aglomerados controlados chamados grânulos . Se os processos de granulação forem bem-sucedidos, um perfil de partícula de "grau de comprimido" é obtido. É aqui que muitos produtos granulados falham. O fabricante deve especificar PSDs com base em seu processo. No entanto, a maioria dos compradores de ingredientes não está ciente dessa necessidade e geralmente usa as especificações do fornecedor dos ingredientes como suas próprias. Este é um erro comum e freqüentemente fatal.
Mesmo que os ingredientes com o tamanho de partícula correto estejam disponíveis, usar a seleção do tipo de moinho corretamente é uma chave crítica para o sucesso. Quando os ingredientes são recebidos, eles devem ser selecionados ou peneirados para eliminar grumos ou aglomerados de partículas aglomeradas. Esta etapa de triagem equaliza cada saco ou tambor de ingredientes. A maioria dos ingredientes se consolidam durante a viagem. Quando os ingredientes são enviados em um caminhão, um tambor ou saco de produto na frente ou no meio da carga do caminhão tem um percurso muito diferente do que o produto na parte de trás do caminhão. Cada um desses tambores agora possui características únicas e não terá um desempenho idêntico aos outros. A melhor maneira de garantir que todos os ingredientes sejam equalizados com alguma uniformidade é peneirá-los através de uma tela de 20 mesh (75 µ). Alguns ingredientes, como estearato de magnésio e corantes, são selecionados “durante o uso; ”Estes são ingredientes que se aglomeram novamente se analisados com antecedência. Além disso, eles geralmente são filtrados por uma tela muito mais fina, como uma tela de 30 mesh (600 µ) ou 40 mesh (425 µ).
Existem muitos tipos diferentes de moinhos usados para preparar ingredientes para a fabricação de comprimidos. Os mais comuns são peneiras e peneiras, granuladores oscilantes, moinhos cônicos e moinhos de martelo. A tenacidade e a resistência do produto determinam o melhor moinho para uma determinada aplicação. O método de redução de tamanho usando essas tecnologias de moagem é categorizado pela quantidade de energia –– ou força de cisalhamento –– transmitida aos ingredientes (classificando as tecnologias de baixo cisalhamento para alto cisalhamento: telas e peneiras, osciladores, cônicos e moinhos de martelo) . Lembre-se de que muitos ingredientes são resistentes e abrasivos, exigindo uma ação mecânica agressiva, como um moinho de alto cisalhamento. Quanto mais força de cisalhamento uma máquina pode transmitir, maior a tendência de produzir finos. O resultado final aqui é que é improvável que um tipo de fresadora seja eficaz para todas as aplicações.
Baixo cisalhamento peneiração, também conhecido por baixo rastreio de energia, é excelente a reduzir aglomerados e eliminando partículas sobre- e sub-dimensionada.
O Oscillator é considerado um moinho de baixo cisalhamento. Ele pode lidar com uma ampla gama de produtos úmidos ou secos, desde produtos muito leves e fofos até produtos muito resistentes e difíceis de moer. O erro mais comum com essa tecnologia é fazer uma mudança muito grande no tamanho das partículas. Para a maioria das operações, vários passes com cada vez menor malhagem é necessário.
O Moinho Cônico é um moinho de médio cisalhamento com grande rendimento. Uma descarga de 360 ° reduz o tempo de permanência e evacuação e minimiza a produção de finos. É capaz de trabalhar com aplicações úmidas ou secas. Seu ponto fraco é que ele não é grande em moagem produtos difíceis.
O Hammer Mill (alto cisalhamento) maximiza a produção e pode lidar com produtos mais difíceis. O principal problema no fresamento de alto cisalhamento é a produção de muitos finos. Não é normal reduzir a qualidade para uma saída mais alta, e isso é um erro comum com esta tecnologia. Existe uma maneira certa de moer usando um moinho de martelo. Embora seja tentador para moer partículas grandes e aglomerados para baixo ao tamanho em uma única passagem, o resultado é muitas multas, que impacta muitos atributos tablet, juntamente com muitos outros problemas de desempenho.
As características dos ingredientes são tão variáveis quanto o número dos próprios ingredientes. O objetivo da moagem é simples: queremos reduzir o tamanho das partículas para que possamos manter uma distribuição igual de 20 a 200 mesh com produção mínima de finos. Investigar as porcentagens específicas de cada intervalo de tamanho de partícula pode ajudar a determinar o melhor desempenho.
Lembre-se, multas (poeira) são o inimigo. Na realidade, uma pequena porcentagem de partículas finas na fabricação de comprimidos pode ser benéfica: os finos preenchem os espaços intersticiais, adicionando elegância à aparência do comprimido.
A coleta e contenção de poeira é um elemento muito importante durante a moagem e durante a compressão do comprimido. Poeira significa potencial de contaminação cruzada. O controle da alimentação e da descarga envolve um técnico atencioso e metódico com um ouvido sintonizado na máquina. Nunca li um procedimento que obrigue a ouvir a máquina, mas todo grande técnico dirá que manter a consistência tem um som que confirma os resultados otimizados.
Se os produtos forem pegajosos, eles podem extrudar se as taxas de alimentação não forem controladas. Outros produtos são secos e finos e frequentemente muito friáveis. Taxas de alimentação suaves e temperaturas controladas na superfície da tela ajudam a otimizar as condições. Há muitas ocasiões em que o pré-resfriamento de um produto pegajoso ou o aquecimento de um produto friável pode melhorar muito os resultados.
É verdade que um técnico de fresagem não sabe quando teve sucesso, porque não está fazendo o tablet. Mas posso dizer que, quando um operador novato decide que não importa a rapidez ou a lentidão com que alimenta um moinho, é quando vemos e ouvimos problemas em potencial. Fazer comprimidos melhores e eliminar defeitos tem uma relação direta com o sucesso do fresamento.
O resultado final é que muitas empresas usam um moinho para todos os produtos. Este é um indicador de que eles não estão otimizados para o desempenho do tablet. O melhor controle do tamanho das partículas tem tudo a ver com a velocidade de impressão. Uma impressão mais rápida significa ROI aprimorado.
Uma recente visita de solução de problemas para resolver o tamponamento em uma prensa de comprimidos resultou em uma investigação do departamento de moagem. A instalação tinha cinco moinhos de martelo da mesma marca e modelo. No entanto, após uma inspeção cuidadosa, descobriu-se que a condição da lâmina de corte variava muito de máquina para máquina. Este é um problema muito difícil de avaliar, porque não existe um padrão da indústria para a condição da lâmina. Uma lâmina cega tende a pulverizar as partículas, enquanto uma lâmina afiada corta as partículas. Os resultados do fresamento com lâminas cegas mostraram níveis significativamente mais altos de cobertura, variação de dureza, friabilidade e delaminação como resultado de ter muitos finos. Uma investigação semelhante revelou o uso de diferentes espessuras de tela. As partículas não viajam direto pelos orifícios da tela, elas viajam em uma trajetória. Quanto mais lenta a operação do moinho, maior o tamanho das partículas e mais lenta a velocidade do moinho, mais fino o tamanho do produto. A conclusão aqui é que você precisa saber qual tela está sendo usada e a espessura dessa tela. É importante criar, conhecer e registrar a espessura da tela e criar seu próprio padrão interno para a nitidez da lâmina. Mesmo as novas lâminas nem sempre são as mesmas, e isso é importante.
A moagem bem-sucedida de ingredientes é uma etapa muito importante no processo e as variáveis influenciarão os resultados. O controle dessas variáveis definirá por que um lote tem um desempenho diferente em uma impressora para comprimidos e em outro.
Sobre o autor: Michael D. Tousey é o Diretor Técnico e Fundador da Techceuticals. A Techceuticals oferece treinamento, solução de problemas, seleção de equipamentos e avaliação de risco para empresas de manufatura de dose sólida em todo o mundo. A instalação Techceuticals Solid-Dose em Cleveland é apoiada e patrocinada por muitos dos principais OEMs da indústria farmacêutica. O laboratório é uma instalação de dosagem sólida bem equipada com muitos moinhos, misturadores, granuladores (úmido e seco), prensas de comprimidos e enchedoras de cápsulas. A Techceuticals oferece várias soluções de treinamento: eTraining, no local ou nas instalações do cliente. “Entramos, resolvemos problemas, fazemos treinamentos e sempre deixamos nossos clientes em um lugar melhor”.